


Категория: Бланки/Образцы

Белорусско-Российский Университет, 2012г. 52стр.
Дисциплина - Технология машиностроения
Назначение и конструкция детали
Анализ технологичности конструкции вала
Определение типа производства
Выбор метода получения заготовки
Расчет припусков на механическую обработку и определение межоперационных размеров
Разработка и анализ двух вариантов маршрутных технологических процессов изготовления детали. Составление маршрутных карт
Расчет точности операции
Расчет режимов резания
Расчет режимов резания аналитическим методом
Расчет режимов резания по нормативам
Расчет норм времени
Уточнение типа производства
Конструирование и расчет приспособлений
Расчет экономического эффекта
Заключение
Список литературы
Приложение А. Спецификация
Приложение Б. Комплект документов на технологический процесс изготовления вала
Лист 1 - Деталь (А2)
Лист 2 - Заготовка (А2)
Лист 3 - Приспосотление (А2)
Лист 4 - Эскиз операционный (А3)
Лист 5 - Эскиз операционный (А3)
Лист 6 - Эскиз операционный (А3)
Лист 7 - Эскиз операционный (А3)
Лист 8 - Эскиз операционный (А3)
Лист 9 - Эскиз операционный (А3)
Конструкция и назначение детали. Тип производства. Выбор заготовки. Назначение технологических баз. Технологический маршрут. Технологическая операция. Припуски на обработку. Режим обработки, силы и моменты сил резания. Размерные и точностные расчеты технологических процессов. Качество поверхности. Техническое нормирование Экономическая оценка технологического.
Определить тип производства Описать служебное назначение детали и провести анализ технологичности ее конструкции. Выбрать заготовку и обосновать свой выбор. Разработать маршрутный технологический процесс изготовления вала Определить расчетно-аналитическим методом припуски на обрабатываемые поверхности длина шейки вала 35h10-0.01 (Rz 12.5, Rz 6.3); диаметр шейки вала.














Где tв – такт выпуска;
Тшт.ср – среднее штучное время.
Такт выпуска (tв ) деталей рассчитывается по формуле:
где Fд – действительный годовой фонд работы оборудования (2070 час)
N – годовая программа выпуска деталей.
Обычно считается, что коэффициент серийности определяет количество различных операций по обработке детали, закрепленных за одним станком в течение года: для массового производства Кс = 1…2, для крупносерийного Кс = 2…10, для серийного Кс = 10…20, для мелкосерийного и единичного Кс> 20.
Т.к. Кс = наше производство является крупносерийным.
4.Выбор способа получения заготовки
Валы изготовляют из штучных заготовок, отрезанных от горячекатаного или холоднотянутого прутка, а так же из заготовок, получаемых штамповкой, поперечным прокатом или ротационным обжатием. Выбор заготовки должен быть обоснован
Вал изготавливается из материала – Сталь 35. Для выбора подходящего способа получения заготовок необходимо провести анализ химического состава материала и его механических свойств, данные свести в таблицу 4.1 и 4.2.
Химический состав стали 35 - содержание компонентов, % (максимум)
Выбор метода получения исходной заготовки определяется типом производства, экономическим факторами и техническими возможностями производства.
В массовом и крупносерийном производстве валы изготовляют из штучных заготовок, обеспечивающих эффективное использование металла (коэффициент использования металла КИМ = 0,65…0,7) и значительное сокращение трудоемкости механической обработки. Штучную заготовку из прутка заменяют штамповкой, если КИМ повышается не менее чем на 5%.
Определим коэффициент использования материала заготовки по формуле:
где Мд- масса детали;
Мз – масса заготовки.
Заготовку, получаем на горячештамповочном прессе в закрытом штампе.
5.Проектирование маршрутной технологии обработки детали
Процесс изготовления вала состоит из следующих этапов:
- Подрезка торцев, черновое точение диаметров, центрование отверстий;
- Чистовое точение диаметров.
6. Выбор технологических баз для механической обработки
В типовом технологическом процессе обработки деталей класса «Валы» (длинной более 120 мм) предусмотрено обеспечение принципа постоянства баз за счет обработки вала в центрах. Поэтому на первых операциях будет проходить черновая обработка диаметров и торцев вала, а так же получение центровочных отверстий.
Обработка будет производиться на станке токарном с ЧПУ DOOSANS280N. Зажим заготовки будет производиться кулачками самоцентрирующего токарного патрона с упором в торцы. Это позволит обеспечить постоянство линейных и диаметральных размеров.
Схема базирования на операциях 05 и 10 «Токарная с ЧПУ» представлены на рисунках 6.1 и 6.2
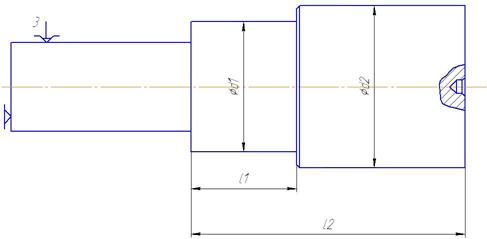
Рис. 6.1 Схема базирования заготовки на операции 05
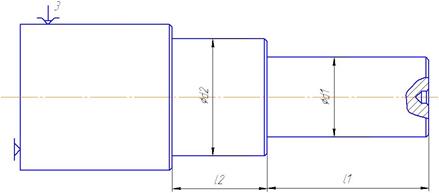
Рис. 6.2 Схема базирования заготовки на операции 10
Рассмотрим варианты схем базирования заготовки при обработке лысок (рис. 6.3).
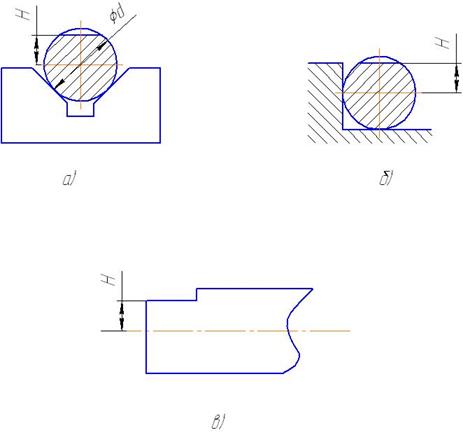
Рис. 6.3 Схема базирования заготовки на операции 15
Для первого варианта (рис. 6.3 а), при установке заготовки в призмы, погрешность базирования ( εδ1l ) будет определяться по формуле:
Для второго варианта (рис. 6.3 б), при установке заготовки на плоскость (в станочных тисках) погрешность базирования будет равняться половине допуска на диаметр заготовки:
Для третьего варианта (рис. 6.3 в), при установке заготовки в центрах, погрешность базирования будет равняться нулю( εδ1l = 0), т.к. установочная и измерительная базы совпадают.
Следовательно, целесообразно выбирать третий вариант.
7. Выбор оборудования, оснастки и средств автоматизации
Так как годовая программа выпуска деталей соответствует крупносерийному производству, для изготовления деталей используем линию станков с числовым программным управлением.
На первой и второй операциях используется станок токарный с ЧПУ DOOSANS280N. В качестве зажимного приспособления используется самоцентрирующий токарный патрон с специально изготовленным комплектом кулачков. В качестве вспомогательного инструмента используем резцедержатель на револьверной головке и разрезную втулку для крепления центровочного сверла. Режущий инструмент – резец для контурного точения со сменными 2-х гранными пластинами из твердого сплава стандарта ISO производства компании ISCAR (рис. 7.1).
Применение данного инструмента позволяет сократить номенклатуру приобретаемого инструмента, затраты на инструмент ( необходимо менять пластины а не весь резец), вспомогательное время (нет смены инструмента во время обработки),время на переналадку оборудования и позволяет работать на высоких режимах резания с высокой производительностью.

Рис. 7.1 Общий вид резца для черновой токарной обработки
Державка: PCLNR/L 2020К-12
Пластина: CNMG 120408T-NR
радиус при вершине r=0,8 мм
сплав пластины IC 9250
твёрдый сплав, покрытый методом химического осаждения тремя слоями покрытия из TiN, AL2 O3. TiCN.
Рекомендуемые режимы резанья:
В качестве контрольно-измерительного инструмента используется штангенциркуль.
На третьей операции обработка лысок производиться на фрезерно-сверлильно-расточном станке с ЧПУ, модели МА-655А. В качестве приспособления используются специальные пневматические тиски. Вспомогательным инструментом служат патрон типа Weldon для крепления концевой фрезы. Режущий инструмент – концевая фреза со сменными пластинами производства компании ISCAR (рис. 7.2). В качестве контрольно-измерительного инструмента используется штангенциркуль.

Рис. 7.2 Общий вид концевой фрезы для фрезерной обработки
Фреза концевая: HPE90AN-D40-8-W32-07
Пластина: HP ANKT 0702PNTR
радиус при вершине r=0,5 мм
сплав пластины IC 908
твёрдый сплав, покрытый методом химического осаждения двумя слоями покрытия из TiALN и поликристаллическим алмазом PVD.
Рекомендуемые режимы резанья:
На четвертой операции проводиться окончательная обработка вала в центрах на станке токарном с ЧПУ DOOSANS280N.В качестве приспособлений используются: поводковый патрон с плавающим центром, вращяющийся центр. В качестве вспомогательного инструмента используем резцедержатель на револьверной головке.
Режущий инструмент – резец для контурного точения со сменными 2-х гранными пластинами из твердого сплава стандарта ISO производства компании ISCAR (рис. 7.3).
Контрольно-измерительный инструмент: микрометр, штангенциркуль, образцы шероховатости поверхности.
Рис. 7.3 Общий вид резца для чистовой токарной обработки
Державка: SVJCR 2020К-16
Пластина: VCGT 160404E-14
радиус при вершине r=0,4 мм
сплав пластины IC 9250
твёрдый сплав, покрытый методом химического осаждения тремя слоями покрытия из TiN, AL2 O3. TiCN.
Рекомендуемые режимы резанья:
8. Расчет припусков на механическую обработку
Выбрав и обосновав метод получения исходной заготовки определяются размеры заготовки по формуле:
где dз – диаметр заготовки вала,
dσ – диаметр вала по чертежу детали,
zо – общий припуск на обработку.
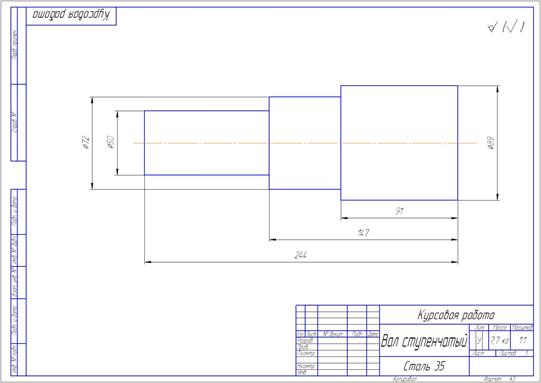
d1 = 86 + 3 = 89 мм
d2 = 69 + 3 = 71 мм
d3 = 47 + 3 = 50 мм.
9. Расчет режимов резания и норм времени
Нормирование операции 05 Токарная с ЧПУ
1) Определение длины рабочего хода:
Микрометр, штангенциркуль, образцы шероховатости поверхности.

11. Обоснование эффективности технологического процесса
Предложенный в работе технологический процесс полностью отвечает требования предъявляемым к производству изделия «Вал ступенчатый» с необходимой годовой программой выпуска.
Изделия изготавливаются на оборудовании позволяющем получать все требуемые параметры с необходимой точностью. Применяемое оборудование позволяет по своим паспортным данным использовать высокопроизводительный инструмент.
Для изготовления изделия используется современный высокопроизводительный инструмент, позволяющий сократить машинное время и увеличить сменную выработку изделий, снизить коэффициент загрузки оборудования и, соответственно, расход энергоресурсов.
Так же, применение указанного в работе инструмента позволяет снизить затраты на приобретение оснастки за счет использования сменных многогранных пластин с покрытием, увеличивающим срок эксплуатации.
На основании этих данных и приведенных в курсовой работе расчетов можно сделать вывод о возможности увеличения годовой программа выпуска изделий в несколько раз. Или постановке на производство аналогичных изделий различной конфигурации.
Следовательно, предложенный технологический процесс является экономически выгодным при крупносерийном производстве.
Список использованной литературы
1. А.Г. Косилова и Р.К. Мещеряков. Справочник технолога машиностроителя. В двух томах. Том 1. М. «Машиностроение», 2001
2. А.Г. Косилова и Р.К. Мещеряков. Справочник технолога машиностроителя. В двух томах. Том 2. М. «Машиностроение», 2001
3. «Режимы резания металлов». Справочник под редакцией Ю.В. Барановского. М. «Машиностроение», 1972.
4. Каталог инструмента фирмы ISCAR
Разработка автоматизированного участка изготовления детали ".
Министерство образования и науки Российской Федерации Зеленодольский механический колледж Разработать автоматизированный участок изготовления детали.
Процесс механической обработки реализуется достаточно сложной технологической системой, включающей в себя металлорежущий станок, станочную технологическую оснастку, режущий.
Обычно наиболее трудоемкой предварительной операции обработкидеталей этой группы являются токарнаяобработка при закреплении заготовки в патроне .
Раздел: Промышленность, производство
Тип: дипломная работа Просмотров: 5854 Комментариев: 2 Похожие работы
Оценило: 0 человек Средний балл: 0 Оценка: неизвестно Скачать
Разработка технологических процессов на механическую обработкувала.
Аннотация В дипломном проекте разработан технологический процесс на механическую обработкудетали "Вал первичный" с годовой программой выпуска 800.
На токарных станках с ЧПУ возможны поломка инструмента. вырыв заготовки. обусловленные ошибками на стадии подготовки программы и погрешности при настройке и работе станка.
В проектируемом технологическом процессе деталь "Вал первичный" устанавливается на токарном станке с ЧПУ в трехкулачковом самоцентрирующем патроне .
Раздел: Промышленность, производство
Тип: дипломная работа Просмотров: 9172 Комментариев: 2 Похожие работы
Оценило: 2 человек Средний балл: 3.5 Оценка: неизвестно Скачать
Дубл. Взам. Подл. 1 2 Разраб. Куцак Пров Белоус Н. Контр. Трифонова М 01 Сталь 45 ГОСТ 1050-88 Код ЕВ МД ЕН Н.расх. КИМ Код загот. Профиль и размеры.
В качестве инструмента выбираем токарный проходной упорный резец с пластиной из твердого сплава Т15К6, габаритными размерами 16x10x100 мм по ГОСТ 18879 - 73.
Такая схема упрочнения электромеханической обработки особенно эффективна при обработке больших поверхностей длинных деталей. как, например, валы турбин, различные штоки.
Раздел: Рефераты по технологии
Тип: дипломная работа Просмотров: 4049 Комментариев: 3 Похожие работы
Оценило: 3 человек Средний балл: 4.3 Оценка: неизвестно Скачать
Технологический процесс обработкидеталей "Крышка" и ".
УТВЕРЖДЕНО Предметной комиссией _ 2009 г. ЗАДАНИЕ Для курсового проектирования по Технологии машиностроения студентка Бутрим Кристина Игоревна.
Предметом исследования и разработки в технологии машиностроения являются виды обработки. выбор заготовок. качество обрабатываемых поверхностей, точность обработки и припуски на неё.
При составлении технологического процесса я оценил и выбрал наименее трудоёмкие и дешёвые способы изготовления "Крышки", путём анализа методов получения заготовки и способов.
Раздел: Промышленность, производство
Тип: дипломная работа Просмотров: 10026 Комментариев: 1 Похожие работы
Оценило: 1 человек Средний балл: 5 Оценка: неизвестно Скачать
. единичного технологического процесса изготовления детали Картер
Аннотация 6 Введение 7 1. Исходные данные 10 1.1. Базовая информация 10 1.2. Руководящая информация 11 1.3. Справочная информация 12 2. Обзор.
В "Технологии машиностроения" комплексно изучаются вопросы взаимодействия станка, приспособления, режущего инструмента и обрабатываемой детали ; пути построения наиболее.
2. вариант токарнойобработки - деталь помещается в трех-кулачковый патрон и имеет вращение, а устройство имеет рабочую осевую подачу.
Раздел: Рефераты по технологии
Тип: реферат Просмотров: 4948 Комментариев: 4 Похожие работы
Оценило: 8 человек Средний балл: 4.4 Оценка: 4 Скачать
Проект участка механической обработкидетали "Стакан"
Введение Технология машиностроения должна изучать закономерность протекания технологических процессов и выявить параметры, воздействуя на которые.
Для обработкидетали требуется специальные приспособления (для сверлильных операций), измерительный инструмент (для токарной операции) и специальный режущий инструмент на токарную.
Черновая обработкавала осуществляется на токарном станке с ЧПУ .
Раздел: Промышленность, производство
Тип: дипломная работа Просмотров: 7135 Комментариев: 2 Похожие работы
Оценило: 0 человек Средний балл: 0 Оценка: неизвестно Скачать
Дубл. Взам. Подл. 1 2 Разраб. Лыщенко Пров Белоус Н. Контр. Трифонова М 01 Сталь 45 ГОСТ 1050-88 Код ЕВ МД ЕН Н.расх. КИМ Код загот. Профиль и размеры.
Учитывая габариты заготовки. а так же количество одновременно обрабатываемых заготовок на станке, размеры зажимных приспособлений выбираем станок с ЧПУ 6Р13РФ3, с шпиндельной.
Конструкция патрона для электромеханической обработки на токарном станке модели 1К62 разработана на основе стандартного поводкового патрона .
Раздел: Рефераты по технологии
Тип: дипломная работа Просмотров: 3208 Комментариев: 2 Похожие работы
Оценило: 1 человек Средний балл: 2 Оценка: неизвестно Скачать
Разработка технологического процесса обработкивала -шестерни
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РФ НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИИТЕТ КАФЕДРА ТМС ПОЯСНИТЕЛЬНАЯ ЗАПИСКА к выпускной квалификационной.
С точки зрения механической обработкидетали типа вал -шестерня вообще не технологичны, так как операция нарезания зубьев со снятием стружки производится в основном.
Усилие зажима будем рассчитывать по опоре, ближайшей к месту приложения сил резания. для обеспечения наименьших деформаций скручивания, т.к. при разнесении рассчитанной по условиям.
Раздел: Промышленность, производство
Тип: курсовая работа Просмотров: 17859 Комментариев: 2 Похожие работы
Оценило: 4 человек Средний балл: 4.5 Оценка: неизвестно Скачать

Смоленский филиал МЭИ
Кафедра технологические машины и оборудование
Курсовой проект по дисциплине "Основы технологии машиностроения"
На тему: "Технологический процесс изготовления вала"
Смоленск 2015
В данном проекте рассматривается маршрутный технологический процесс изготовления вала. Изучено назначение и конструкция детали вал, произведен анализ технологичности детали, определен тип производства, выбран способ получения заготовки, принят маршрутно-технологический процесс, произведены такие расчеты как режимы резания, припуски на обработку детали, нормы времени, точности операций, проектирования станочного приспособления.
Курсовой проект на тему изготовление детали вал состоит из расчетно- пояснительной записки, состоящей из 50 страниц, включающей в себя таблиц 3, рисунков 12, количество использованной литературы 9 и приложения, включающего в себя чертеж детали вал, чертеж его заготовки на А2, маршрутной карты, карты эскизов на А1, операционной карты, станочного приспособления на А1.
Были выполнены следующие задачи:
1) подсчитаны припуски на обработку;
2) рассчитаны массы детали (7,7 кг) и заготовки (8,7 кг), определен коэффициент использования материала (0,89);
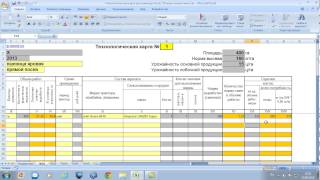
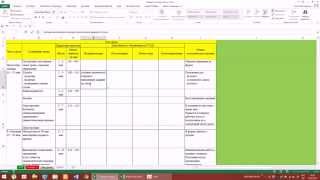
3) составлена маршрутная карта (см. Приложение);
4) сделаны расчеты операций;
5) подсчитано время на изготовление одной детали (17,43 мин);
6) подсчитано время изготовления годовой программы (37 дней);
7) сделан силовой расчет и начерчена конструкция приспособления.
В ходе работы была доказана необходимость изготовления заготовки поперечно-клиновым прокатом, который позволяет назначить припуски в пределах 1,5…2,5 мм в зависимости от размеров поверхности, использование постоянства баз позволило значительно уменьшить погрешность закрепления заготовки (детали), а выбор наилучшего варианта обработки основных поверхностей позволил достичь заданной точности при оптимальных затратах на производство.
При проектировании станочного приспособления для операции сверления была учтена конфигурация детали, что позволило надежно закрепить заготовку, а также мощность станка, что убедило в рациональности выбора данного оборудования.
Состав: Вал, Карта эскизов, Кондуктор для сверления сквозного отверстия, Маршрутная карта, ПЗ
присп. кондуктор готов.cdw
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться и принять участие в жизни сайта.



Софт: КОМПАС-3D 16
Состав: Ось КТМ 1.21 (А3), Заготовка (А3), Эскизы обработки (А1), ПЗ
Разработка технологического процесса изготовления детали-Ось КТМ1.21

Софт: КОМПАС-3D v16
Состав: Корпус, кулачок, пружина, толкатель, винт, фланец
«Разработка технологического процесса изготовления вал первичный 47-6114 0046»

Софт: КОМПАС-3D V14
Состав: Крышка, тяга, кулачок, сухарь, корпус патрона, клин
«Проектирование технологического процесса изготовления детали «Ушко переднего карданного вала 57-09.17.12.01.98.00»
Софт: КОМПАС-3D V14
Состав: Корпус пневмоцилиндра, Стойка, контурная втулка, прихват, рукоятка, призма
Проектирование технологического процесса изготовления детали Вал вторичный 162.80.01

Софт: КОМПАС-3D 15
Состав: технологический процесс, пробка, заготовка, пз, Управляющая программа
Разработка технологического процесса изготовления детали Пробка
1.Основные показатели маршрута
Протяженность маршрута (км)________________________________________________________
в т.ч. на транспорте (указать вид перевозки)(км)_________________________________________
активными методами(пешком, на лодках (плотах) или др.методом-указать) (км)______________
Продолжительность путешествия (суток) ______________________________________________
Число туристов в группе и число групп________________________________________________
Всего туристов по маршруту _________________________________________________________
Всего человеко-дней обслуживания ___________________________________________________
Начало обслуживания на маршруте ___________________________________________________
Конец обслуживания на …
маршруте_____________________________________________________
Стоимость путевки (руб) ____________________________________________________________
График заезда туристских групп по периодам (месяцам, дням)
2. Программа путешествия по маршруту _______________________________________________
Населенные пункты, расстояния между ними, способы передвижения, время прибытия в пункт и выезда из него
Наименование туристских предприятий и условия размещения (категории средств размещения)
Запланированные туристские услуги. Наименование экскурсий (с перечнем основных объектов показа), туристских прогулок и походов
Спггу, Кафедра КГМ и ТМ, Надежность, эксплуатация и ремонт металлургических машин, Разработка технологического процесса изготовления вала,2011. Вал многоступенчатый из стали 45. КП ТМ. Данная деталь относится к классу валов. Все поверхности детали имеют доступ для обработки, имеется возможность многорезцовой производительной обработки на автоматах и полуавтоматах. Заданная точность поверхностей детали соответствует экономической точности оборудования. Материал детали, сталь 45, легко обрабатывается лезвийным и абразивным инструментом. При термической обработке такой стали можно получить необходимую структуру и твёрдость. Вал имеет небольшое количество ступеней с незначительным перепадом их диаметров, поэтому данная деталь изготавливается из штучных заготовок. Поверхности вала, имеющие разные параметры шероховатости и обработанные по.
При разработке документации на технологические процессы, выполняемые на стадиях «Предварительный проект «Опытный образец (опытная партия и «Опытный ремонт ее следует выполнять в маршрутном и (или) маршрутно-операционном описании.Гост С. 3 1.9. Технологической документации, предназначенной для разового ремонта одного или нескольких изделий (составных частей изделий) в единичном производстве, присваивают литеру «РИ» на основании конструкторской документации, имеющей литеру «РИ». 1.10. При разработке документации на технологические процессы, выполняемые на стадиях «Предварительный проект «Опытный образец (опытная партия и «Опытный ремонт ее следует выполнять в маршрутном и (или) маршрутно-операционном описании. 1.11. При разработке документации на технологические процессы, выполняемые на стадиях «Серийное репино (массовое) производство «Серийное (массовое) ремонтное производство ее следует выполнять в операционном описании. Допускается: - разработка технологической документации в маршрутно-операционном описании при условии ее применения в мелкосерийном производстве; - разработка технологической документации.

Спггу, Кафедра КГМ и ТМ, Надежность, эксплуатация и ремонт металлургических паспорта машин, Разработка технологического процесса изготовления вала,2011 Вал. Состав: ПЗ, Приспособление, Спецификация, Заготовка, Технологические операции, маршрутные карты.Технологический процесс ( сокращенно ТП ) это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата. В этом случаи, предлагается детализация действий над элементами информации, рассматривать функцию модели процесса решения задачи.

Очень, очень нужна Маршрутная карта. Бумага, в которой пошагово расписан технологический процесс создания печатной платы. Шаг за шагом. Вынимаем элементы из упаковки, в накопитель, устанавливаем, пайка и пр. И на каждый шаг наименование оборудования которое всё это делает. Оборудование желательно такое чтоб можно было узнать наработку на отказ. Делаю курсовой, карта нужна как образец. Для схемы элементов на 40 желательно не SMD. Буду, признателен за любую помощь как делом (файлом, ссылкой) так и советом.Межгосударственный стандарт Единая система технологической документации Дата введения Настоящий стандарт устанавливает стадии разработки и виды.

При разработке документации на технологические процессы, выполняемые на стадиях «Предварительный проект «Опытный образец (опытная партия и «Опытный ремонт ее следует выполнять в маршрутном и (или) маршрутно-операционном описании. Применяется при разработке единичных технологически процессов.Бумага, в которой пошагово расписан технологический процесс создания печатной платы. Очень, очень нужна Маршрутная карта. Делаю курсовой, карта нужна как образец.

Аннотация (образец). (схемы) средств и устройств механизации производственных процессов. Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк.
Образец производственной маршрутной карты - ОбразецАдрес этой страницы Предыдущая страница Оглавление книги Следующая страница Операционная карта. Маршрутная карта. Условные обозначения установочных и зажимных элементов. На рабочее место вместе с заданием поступает технологическая документация: технологические, маршрутные, операционные карты, эскизы, чертежи. Не выполнять требования технологического процесса, т. Е. Нарушать технологическую дисциплину недопустимо, так как это приводит к снижению качества выпускаемой продукции. Если же предлагаются полезные изменения в технологический процесс, то сущность их нужно изложить на специальном бланке рационализаторского предложения. Каждое такое предложение без промедления рассматривается на заводе компетентными лицами, и в случае обоснованности внесенного предложения оно принимается к внедрению. На основе этого предложения в процессе экспериментальных работ.
На основе этого предложения в процессе экспериментальных работ устанавливаются необходимые изменения технологического процесса и после внедрения этих изменений автору выплачивается вознаграждение в зависимости от полученной экономии.