
Категория: Бланки/Образцы
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Отдел главного технолога (далее - "отдел") является структурным подразделением предприятия и подчиняется непосредственно ____________________________________________.
1.2. Отдел создан на основании приказа руководителя подразделения N _____ от "__"_________ ____ г.
1.3. Начальник отдела назначается и освобождается от должности приказом руководителя предприятия.
Работники отдела назначаются и освобождаются от должности приказом руководителя предприятия по представлению начальника отдела.
1.4. Отдел в своей работе руководствуется:
- Конституцией Российской Федерации;
- федеральными законами Российской Федерации;
- указами и распоряжениями Президента Российской Федерации;
- постановлениями и распоряжениями Правительства Российской Федерации;
- законами _____________________ (указать субъект Российской Федерации);
- локальными актами предприятия.
1.5. В отделе должны быть документы и материалы по следующим вопросам:
- методические материалы по организации работы с научно-технической и технологической информацией;
- структура предприятия, его профиль, специализация и перспективы развития; состояние и перспективы развития отечественной и зарубежной науки и техники в соответствующих областях знаний и отраслях производства; все технологические процессы производства продукции предприятия;
- методы организации и планирования информационной работы; новые информационные технологии;
- система комплектования, хранения, поиска и выдачи научной и производственно-технической информации; порядок подготовки информационных материалов к изданию и основы редакционно-издательской работы; организацию справочно-информационного фонда;
- единая государственная система делопроизводства;
- методы эффективного применения оргтехники и других технических средств управленческого труда;
- правила внутреннего трудового распорядка; правила и нормы охраны труда.
2. СТРУКТУРА ОТДЕЛА
2.1. Структуру и штаты отдела утверждает руководитель предприятия.
2.2. Руководство отделом осуществляет главный технолог предприятия.
2.3. В состав отдела входят (указать должности):
3. ОСНОВНЫЕ ЗАДАЧИ ОТДЕЛА
3.1. Осуществление единой политики предприятия в области технологии производства.
3.2. Технологическая подготовка предприятия к производству новой продукции.
3.3. Обеспечение оптимальной длительности жизненного цикла выпускаемой продукции.
3.4. Внедрение конкурентоспособных технологий в производство.
4. ФУНКЦИИ ОТДЕЛА
4.1. Разработка и внедрение прогрессивных, экономически обоснованных ресурсосберегающих технологических процессов и режимов производства выпускаемой предприятием продукции.
4.2. Разработка и внедрение мероприятий по повышению уровня технологической подготовки и технического перевооружения производства, сокращению расходов сырья, материалов, затрат труда, улучшению качества продукции и роста производительности труда.
4.3. Освоение в производстве прогрессивных технологических процессов, новейших материалов.
4.4. Составление планов внедрения новой техники и технологии, повышения технико-экономической эффективности производства.
4.5. Разработка технологической документации, организация контроля за обеспечением ею цехов, участков и других производственных подразделений предприятия.
4.6. Разработка проектов изменений в технической документации в связи с корректировкой технологических процессов и режимов производства.
4.7. Выполнение перспективных и текущих планов технологической подготовки производства.
4.8. Контроль за соблюдением установленных технологических процессов.
4.9. Выявление нарушений технологической дисциплины и принятие мер по их устранению.
4.10. Работа по организации и планировке новых цехов и участков, их специализации, освоению новой техники, новых высокопроизводительных технологических процессов.
4.11. Расчеты производственных мощностей и загрузки оборудования.
4.12. Проведение мероприятий по повышению технического уровня производства и коэффициента сменности работы оборудования.
4.13. Составление и пересмотр технических условий и требований, предъявляемых к сырью, основным и вспомогательным материалам, полуфабрикатам.
4.14. Участие в разработке и внедрение прогрессивных норм трудовых затрат, расхода технологического топлива и электроэнергии, сырья и материалов.
4.15. Разработка мероприятий по предупреждению и устранению брака, снижению материалоемкости продукции и трудоемкости ее производства.
4.16. Совершенствование технологии изготовления изделий.
4.17. Внедрение достижений науки и техники, прогрессивных базовых технологий, высокопроизводительных ресурсо- и природосберегающих безотходных технологий.
4.18. Проектирование и внедрение технологических систем, средств охраны окружающей среды.
4.19. Комплексная механизация и автоматизация производственных процессов.
4.20. Внедрение нестандартного оборудования, технологической оснастки, приспособлений и инструмента.
4.21. Аттестация и рационализация рабочих мест.
4.22. Участие в определении номенклатуры измеряемых параметров и оптимальных норм точности измерений.
4.23. Рассмотрение проектов конструкций изделий или состава продуктов, отраслевых и государственных стандартов, а также наиболее сложных рационализаторских предложений и изобретений, касающихся технологии производства.
4.24. Подготовка заключений о соответствии рационализаторских предложений и изобретений требованиям экономичной и экологичной технологии производства.
4.25. Согласование вопросов, относящихся к технологической подготовке производства, с подразделениями предприятия, проектными, исследовательскими организациями, представителями заказчиков.
4.26. Внедрение систем автоматизированного проектирования, организационной и вычислительной техники, автоматизированных систем управления оборудованием и технологическими процессами.
4.27. Участие в разработке проектов реконструкции предприятия.
4.28. Разработка и проведение мероприятий по сокращению сроков освоения новой техники и технологии, рациональному использованию производственных мощностей, снижению энерго- и материалоемкости производства, повышению его эффективности, улучшению качества продукции, совершенствованию организации труда.
4.29. Проведение исследовательских и экспериментальных работ по освоению вновь разрабатываемых технологических процессов.
4.30. Участие в промышленных испытаниях новых видов машин и механизмов, средств механизации и автоматизации производства.
4.31. Координация деятельности подразделений предприятия.
4.32. Консультирование подразделений предприятия по решению отдельных технологических вопросов.
4.33. Осуществление методического руководства деятельностью других структурных подразделений по научно-техническим вопросам.
4.34. Осуществление в рамках своей компетенции ведения делопроизводства, формирование и отправление/получение корреспонденции и другой информации по электронным каналам связи.
4.35. Организация ведения нормативно-справочной информации, относящейся к функциям отдела.
4.36. Обеспечение в пределах своей компетенции защиты сведений, составляющих государственную тайну, и иных сведений ограниченного распространения.
4.37. Осуществление в соответствии с законодательством Российской Федерации работы по комплектованию, хранению, учету и использованию архивных документов, образовавшихся в ходе деятельности отдела.
Возложение на отдел функций, не относящихся к компетенции отдела, не допускается.
5.1. Отдел имеет право:
- участвовать в анализе рынка сбыта, в проведении маркетинговых исследований;
- принимать решения о внесении изменений в технологию производства продукции;
- требовать от руководителей всех производственных подразделений предприятия:
а) выполнения предписанных норм эксплуатации оборудования и хранения инструмента;
б) своевременного предоставления сведений о нарушениях технологии производства;
в) любой иной информации, необходимой для деятельности отдела;
г) приостановления деятельности структурных подразделений в случае отклонения от утвержденного технологического процесса;
д) ставить в известность руководство предприятия о приостановлении деятельности структурных подразделений;
- поручать отдельным структурным подразделениям предприятия проведение отдельных технологических работ;
- участвовать в разработке технических условий, инструкций.
6. ВЗАИМОДЕЙСТВИЕ СО СТРУКТУРНЫМИ ПОДРАЗДЕЛЕНИЯМИ ПРЕДПРИЯТИЯ
6.1. В процессе производственной деятельности предприятия отдел взаимодействует со следующими структурными подразделениями:
7.1. Всю полноту ответственности за качество и своевременность выполнения возложенных настоящим Положением на отдел задач и функций несет главный технолог.
7.2. Ответственность работников отдела устанавливается действующим законодательством и должностными инструкциями.
7.3. Начальник и другие работники отдела несут персональную ответственность за соответствие оформляемых ими документов и операций с корреспонденцией законодательству Российской Федерации.
8. КРИТЕРИИ ОЦЕНКИ ДЕЯТЕЛЬНОСТИ ОТДЕЛА
8.1. Своевременное и качественное выполнение поставленных целей и задач.
8.2. Качественное выполнение функциональных обязанностей.
Главный технолог: _______________________











Внедрение технологических процессов производится аппаратом главного технолога ( металлурга) совместно с работниками цехов, причем по каждому цеху ответственным за внедрение является начальник цеха или его заместитель. Они совместно с отделом главного технолога ( металлурга) составляют планы-графики внедрения технологических процессов. Работа руководства цеха по внедрению заключается в обеспечении необходимой увязки графиков внедрения с оперативными планами производства, в подготовке необходимых для внедрения заготовок, оснастки и оборудования, в выделении мастеров, наладчиков и других работников на внедрение новых технологических процессов, в обеспечении обучения рабочих. [1]
Внедрение технологических процессов. направленных на расширение сырьевой базы и улучшение качества продукции, дает значительный народнохозяйственный эффект. [2]
Внедрение технологического процесса осуществляется в соответствии с порядком, установленным на предприятии. [3]
Обеспечивает внедрение технологических процессов и форм организации производства, исключающих загрязнение воздуха, почвы и водоемов выбросами и отходами при добыче газа и газового конденсата. [4]
При внедрении технологического процесса ответственный за внедрение технолог должен обеспечить выполнение установленных процессом режимов обработки и технических норм времени на изготовление каждой детале-операции. [5]
Экономическая целесообразность внедрения технологического процесса тесно связана с правильным выбором оборудования и энергии для нагрева вследствие значительного удельного веса амортизации и стоимости топлива в структуре себестоимости термической обработки. При достижении одинакового качества обрабатываемых деталей в оборудовании с газовым и электрическим нагревом целесообразно использовать первое. [6]
В процессе внедрения технологического процесса обработки на станке с ЧПУ должны быть проверены правильность принятых технологических решений по последовательности обработки, выбору баз, режимов резания, по внедряемой оснастке, а также проверено соответствие всех размеров детали чертежу. [8]
Интенсификация производства, внедрение новых сложных и опасных технологических процессов. не подкрепленные действенной системой профилактических мероприятий по безопасности труда, приводит к росту травматизма и профессиональных заболеваний. [9]
Работа технолога по внедрению технологического процесса включает: участие его в испытании специальной оснастки и оборудования, запроектированных и изготовленных в соответствии с разработанным технологическим процессом; инструктаж и обучение рабочих и мастеров по сути и содержанию технологических операций, отработка вместе с ними новых приемов работы, помощь в наладке оборудования и оснастки; организацию хранения, учета и выдачи технической документации на рабочие места, своевременный обмен и восстановление технологической документации. [10]
Перед наладкой и внедрением технологического процесса технолог и наладчик, которым поручено внедрение, проверяют наличие и комплектность технологической оснастки на деталь в инструментально-раздаточной кладовой цеха, состояние готовности оборудования для наладки, наличие в производственных складах цеха необходимых материалов или заготовок. Лишь после полной обеспеченности всем необходимым технолог и наладчик приступают к внедрению процесса и наладки оснастки. Наладчик подбирает комплект необходимой оснастки, проверяет размеры и вид заготовки, устанавливает оснастку на оборудовании и приступает к изготовлению детали ( заготовки) под наблюдением и при инструктаже технолога. Изготовив первые образцы деталей ( заготовок), наладчик предъявляет их для проверки представителю отдела технического контроля. [11]
Само документальное оформление и внедрение технологического процесса в условиях производства еще не гарантирует его постоянного соблюдения. Поэтому технологам необходимо контролировать выполнение требований технологического процесса, правильность эксплуатации оборудования и оснастки, соблюдение технологической дисциплины на рабочих местах. [12]
Трудоемкость 4-го этапа - внедрения технологических процессов - установлена для операционной технологии на основании того расчета, что один квалифицированный работник технологической службы завода может обеспечить за рабочую неделю внедрение 20 - 25 средних по сложности процессов, что подтверждается передовой практикой заводов. [13]
Исследования показали, что внедрение высокоинтенсивных технологических процессов приводит к резкому росту требований к долговечности, надежности станков, механизмов и устройств. [14]
Наиболее благоприятны условия для внедрения передовых совершенных технологических процессов в массовом и крупносерийном производстве. В таких типах производства любое даже на первый взгляд и незначительное усовершенствование технологического процесса в отношении сокращения его продолжительности или уменьшения трудоемкости дает большой экономический эффект. Менее значительны экономические результаты внедрения передовых технологических процессов в индивидуальном ( единичном) и мелкосерийном производстве. Но и в этих типах производства внедрение более совершенных технологических процессов позволяет улучшать качество продукции и увеличивать производительность труда. Во всяком случае, при любом типе производства долг технолога-термиста внедрять, где только технически возможно и экономически целесообразно, более совершенные технологические процессы. [15]
Страницы: 1 2 3 4
Поделиться ссылкой:Официально распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО "ЦНТИ Нормоконтроль".
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
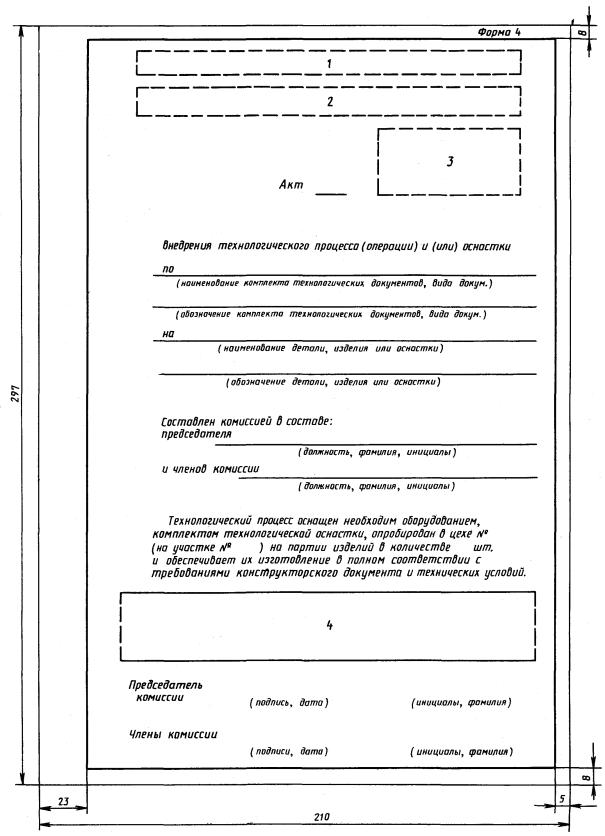
Способы доставкиУстанавливает правила оформления документов, применяемых при разработке, внедрении и функционировании технологических процессов: карты заказа на проектирование и изготовление технологической оснастки; ведомости заказа изготовления технологической оснастки; карты согласования технологического процесса (операции); акта внедрения технологического процесса (операции и (или) оснастки.
Действие завершено 01.07.1989
Unified system for technological documentation. Rules of preparation of documents used in development, introducing and functioning of technological processesТехнологическая подготовка производства обеспечивает полную готовность предприятия к выпуску новой продукции с заданным качеством, что, как правило, может быть реализовано на технологическом оборудовании, имеющем высокий технический уровень, обеспечивающий минимальные трудовые и материальные затраты.
Технологическая подготовка производства - это совокупность работ, определяющих последовательность выполнения производственного процесса нового изделия наиболее рациональными способами с учетом конкретных условий производства данного предприятия
Основной задачей технологической подготовки производства является обеспечение высокого качества изготавливаемой продукции и создание условий для соблюдения принципов рациональной организации производственных процессов, улучшения использования оборудования и производственных площадей, роста производительности труда, снижения расхода материалов и энергоресурсов.
Технологическая подготовка производства осуществляется в соответствии с требованиями стандартов Единой системы технологической подготовки производства (ЕСТПП) и предусматривает решение следующих задач:
Согласно Единой системе технологической документации технологическая подготовка производства должна включать следующие стадии:
1) Технологический анализ рабочих чертежей и их контроль на предмет технологичности конструкции деталей и сборочных единиц;
2) Разработку прогрессивных технологических процессов;
3) Проектирование специальных инструментов, технологической оснастки и оборудования для изготовления нового изделия;
4) Выполнение планировок цехов и производственных участков с расстановкой оборудования согласно разработанным технологическим маршрутам;
5) Проверку, отладку и внедрение технологических процессов;
6) Расчеты производственной мощности предприятия, нормативов расхода материалов и энергоресурсов.
В ОГТ все рабочие чертежи деталей подвергаются технологическому анализу в соответствии с требованиями стандартов, который включает контроль на технологичность. Для его проведения и сокращения сроков проектирования технологи принимают участие в конструкторской подготовке. При анализе выявляются и предусматриваются возможности использования типовых технологических процессов, стандартной оснастки, средств механизации и автоматизации, имеющегося оборудования и производственной мощности предприятия. Изменения в рабочих чертежах деталей оформляются актом согласования между работниками ОГК и ОГТ.
Разработка прогрессивных технологических процессов начинается с определения технологических маршрутов движения деталей и сборочных единиц в цехах и между цехами при их изготовлении и сборке. Затем разрабатываются технологические процессы получения заготовок, их обработки, сборки узлов, агрегатов и изделия в целом.
На каждую деталь составляется технологическая карта, в которой последовательно указываются операции, переходы и проходы, тип и модель применяемого на каждой операции оборудования (характеристика, технологическая оснастка), виды режущего (обрабатывающего) и контрольного (измерительного) инструментов, режимы обработки (число оборотов, глубина резания, величина подачи и др.), разряд работы и нормы времени.
Одновременно с разработкой технологических процессов решаются вопросы о методах организации производства.
На основании технологических процессов проектируются специальные инструменты, оснастка и оборудование, и технология их изготовления на предприятии. При этом предусматривается максимально использовать имеющееся оборудование с его необходимой модернизацией, оснастку и инструмент. На крупных машиностроительных предприятиях проектирование и изготовление специального оборудования выполняется отделами станкостроения с их производственными подразделениями.
По разработанным технологическим маршрутам движения деталей составляется планировка цехов и производственных участков, на которых указываются в масштабе площади помещений, расставленное оборудование с учетом его условной конфигурации и спецификации (номер, тип, модель, характеристика).
При необходимости в соответствии с этими планировками производятся перестановка оборудования с его наладкой на новые операции, реконструкция цехов и строительство новых объектов.
После расстановки оборудования в цехах выполняются проверка, отладка и внедрение технологических процессов непосредственно на рабочих местах. Технологический процесс считается внедренным, если изготовление деталей, сборка узлов и изделия в целом осуществляются в соответствии с изложенными в нем требованиями и запроектированными нормами времени, что оформляется актом внедрения технологического процесса, после чего цех полностью отвечает за соблюдение технологической дисциплины.
Следует учитывать, что технологическая подготовка производства осуществляется уже при изготовлении опытного образца, установочной партии и по мере освоения серийного выпуска новых изделий.
Изготовление опытного образца в экспериментальном цехе позволяет проверить технологичность каждой детали и пригодность оснастки и инструмента, хотя такой контроль является неполным и ориентировочным из-за единичного типа производства. Установочная партия изделий обычно изготавливается в цехах основного производства с серийным или массовым типом производства, что позволяет более качественно осуществлять анализ технологичности деталей. При организации поточного производства в этот период осуществляется окончательная синхронизация операций технологического процесса.
В бюро нормативов ОГТ (отдела главного технолога) по каждому технологическому процессу на все операции рассчитываются нормы времени, нормативы расхода материальных и энергетических ресурсов. Технологи устанавливают "узкие" места и "ведущие группы оборудования" и согласно методике рассчитывают производственную мощность предприятия и цехов. Другие подразделения ОГТ запрашивают в отделе материально-технологического обеспечения (ОМТО) готовность к поставке материалов, планируют изготовление и создание заделов, разрабатывают графики технологической подготовки производства по цехам предприятия, осуществляют экономическую оценку и выбор технологических процессов, составляют карты раскроя для расчета материальных нормативов и графики ввода оборудования в эксплуатацию, ведут учет, хранение, размножение и выдачу технологической документации и другие работы.
Современная техника позволяет изготавливать одну и ту же продукцию различными способами. При выборе оптимального варианта технологического процесса рассчитывается экономический эффект по приведенным затратам и сравнивается с заменяемой технологией.
В качестве оценки при этом используются:
1) Технологическая себестоимость, т.е. сумма сопоставимых текущих затрат, в состав которых входят стоимость заготовки (материалов), топлива и энергии на технологические нужды; заработная плата (основная, дополнительная) и отчисления на страхование основных производственных и вспомогательных рабочих; амортизация, обслуживание и ремонт оборудования и оснастки; расходы на инструмент;
2) Капитальные вложения, к которым относятся стоимость оборудования, оснастки и оплата за площадь, которую они занимают; затраты, связанные с содержанием (хранением) заделов; экологические штрафы и затраты на мероприятия по обеспечению требований экологии; затраты на исследовательские и опытные работы, технологическую подготовку производства и др.
Для разных технологических процессов технологическая себестоимость и капитальные вложения будут иметь разную структуру. Выбирается оптимальный вариант технологического процесса и определяется критический объем производственной программы предприятия (точка безубыточности).
Технологичность конструкции оценивается количественно посредством системы характеристик, включающей показатели трудоемкости изготовления, удельной материалоемкости, технологической себестоимости, коэффициентов использования материалов, применения типовых технологических процессов, стандартизации, унификации. Высокая технологичность способствует снижению производственных затрат и поэтому служит критерием экономически более выгодного технологического варианта.
Название: Проектирование технологических процессов
Раздел: Рефераты по строительству
Тип: реферат Добавлен 02:21:51 02 июля 2011 Похожие работы
Просмотров: 1095 Комментариев: 2 Оценило: 0 человек Средний балл: 0 Оценка: неизвестно Скачать
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Началом данной процедуры развития является структурное моделирование, которое необходимо для оптимизации проектов. Для структурного моделирования проектных технологических процессов изготовления новых изделий и оптимизации рабочих технологических процессов действующего производства необходимо рассмотреть процедуру подготовки комплектов проектной технологической документации, разрабатываемой в составе Проектно-сметной документации для реконструкции или технического перевооружения. Она приведена на рис.1.
Главная особенность данной процедуры заключается в том, что при подготовке комплектов проектной технологической документации предусматривается разработка не только перспективных, но и директивных технологических процессов. Рассмотрим подробнее основные цели, задачи и отличия таких технологий, которые позволяют в технологической части проекта реконструкции или технического перевооружения обоснованно ответить на главные вопросы о:
- новых технологических решениях,
- механизации и автоматизации технологических процессов;
- составе применяемого технологического оборудования, том числе импортного;
- применении малоотходных и безотходных технологических процессов;
- использовании более прогрессивных транспортно-техноло ги чес ких схем перемещения тарно-штучных грузов;
- новых методах технического контроля и испытаний изделий;
- минимизации отходов производства, выделении вредных веществ;
- определении состава производственных процессов по утилизации отходов.
- Кроме того, комплект проектной технологической документации, перспективные и директивные технологические процессы, используемые при реконструкции и техническом перевооружении производства, позволяют ответить и на другие важные вопросы о:
- расчете топливно-энергетического и материального балансов технологических процессов;
- оценке потребности в основных видах ресурсов для технологических нужд;
- трудоемкости, станкоемкости и ремонтоемкости производства;
- расчетах количества единиц оборудования, площадей, числа работающих;
- выполнении чертежей технологических компоновок и планировок оборудования.
Охарактеризуем только сущностное содержание и отличительные признаки используемых в проектах реконструкции и технического перевооружения технологий. Начнем такой анализ с понятий проектный, перспективный и директивный технологический процесс. Они определены в Единой системе технологической документации следующим образом.
Перспективный технологический процесса – это технологический процесс, соответствующий осовремененным достижениям науки и техники, методы и средства осуществления которого полностью или частично предстоит освоить на предприятии. Комплект директивной технологической документации – это совокупность комплектов документов на отдельные технологические процессы, необходимые и достаточные для проведения предварительных укрупненных инженерно-технических, организационно-экономических задач, при принятии решения по постановке новых изделий на производство применительно к условиям конкретного предприятия. Комплект проектной технологической документации предназначен для применения в проектировании или реконструкции предприятия. Рабочие технологические процессы, т.е. технологические процессы, выполняемые по рабочей технологической и (или) конструкторской документации, в ходе реконструкции и (или) технического перевооружения должны пересматриваться и замещаться новыми, более прогрессивными технологиями. В противном случае реконструкция сводится к реконструкции зданий и организационной перестройке производства, т.е. к менее эффективным формам воспроизводства преимущественно пассивной части основных производственных фондов
Рис.1. Информационно-функциональная схема
проектирования проектных, перспективных и директивных
технологических процессов.
В схеме технологического документооборота (рис. 2) в соответствии с Единой системой технологической документации (ЕСТД) приняты следующие правила применения комплектов технологической документации, которые увязаны с этапами и стадиями конструкторской подготовки производства.
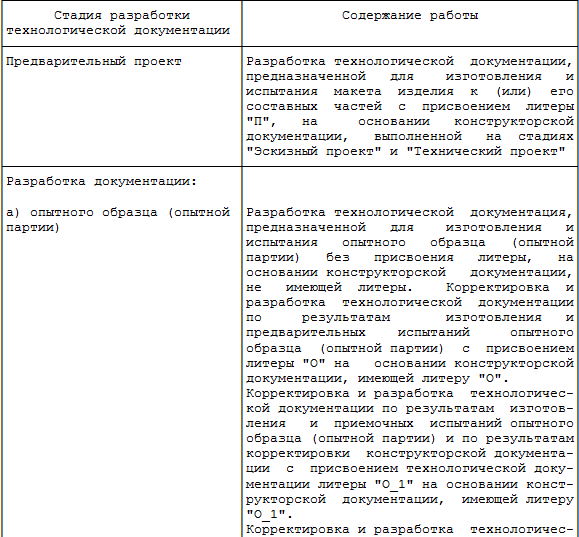
Во-первых, на стадии разработки конструкторской документации технического предложения технологическую документацию разрабатывать не принято. Стадиям эскизного и технического проектирования изделия ставится в соответствие разработка предварительного проекта технологической документации. Конструкторской документации опытного образца ставится в соответствие технологическая документация опытного образца (партии). Конструкторской документации серийного или массового производства продукции соответствуют комплекты технологической документации серийного или массового производства, включая директивную технологическую документацию. Технологическую документацию единичного производства разрабатывают не только для конструкторской документации единичного производства, но и для производства опытного образца или партии изделий.
Во-вторых, комплекты технологической документации в зависимости от назначения, вида организации технологических процессов и глубины их описания принято подразделять на:
- технологическую документацию для обеспечения рабочих мест основного или вспомогательного производства – это различные комплекты рабочей технологической документации, включая технологическую документацию на временные и стандартные технологические процессы и
- технологическую документацию для обеспечения рабочих мест в службах ТПП – это директивные, перспективные, проектные технологические процессы и технологические процессы информа ционного назначения. Каждый из этих комплектов технологи ческой документации в зависимости от вида организации техноло гических процессов подразделяют на единичные, типовые и групповые технологические процессы, а в зависимости от глубины описания – на маршрутные, маршрутно-операционные и операционные.
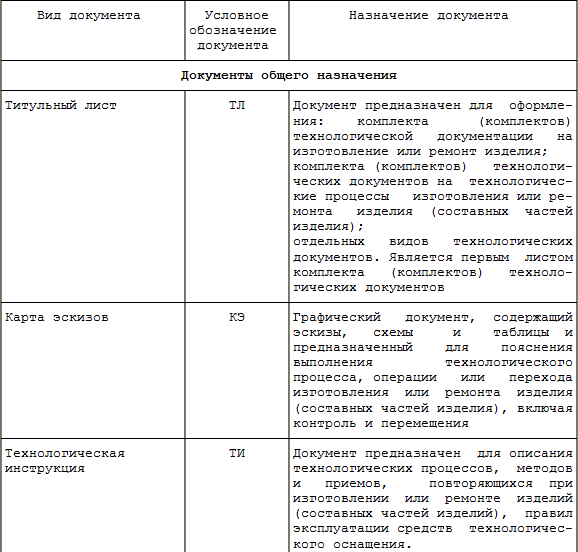
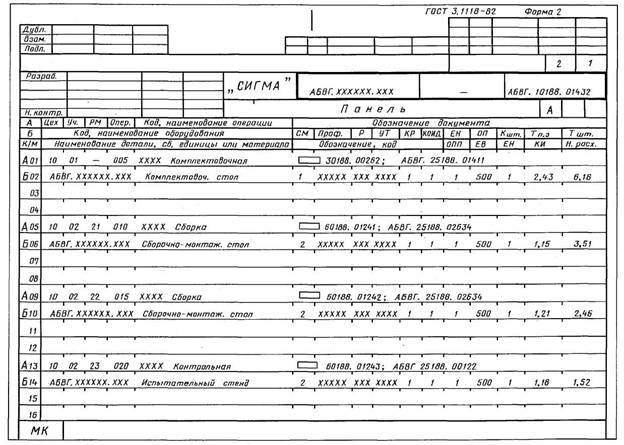
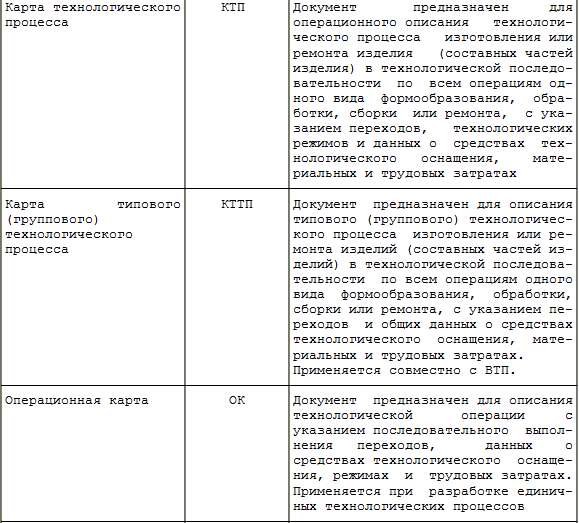
В-третьих, в перечисленные выше комплекты техно логической документации в различном сочетании кроме титульного листа (ТЛ) также входят: МК – маршрутные карты, КТТП – карты типового технологического процесса, КГТП – карты группового технологического процесса, ТИ – технологические инструкции (по наладке оборудования, настройке технологической оснастки, приготовлению электролитов, различных растворов. инструкции по технике безопасности), КТО – карты типовых операций, КТИ – карты технологической информации, ОК – операционные карты, КЭ – карты эскизов, КК – комплектовочные карты.
Кроме названных документов система документооборота в технологической подготовке производства предусматривает и другие стандартизованные, типовые и неунифицированные документы:
- ведомости (технологических маршрутов, материалов, норм рас хода материалов, применяемости деталей, держателей подлин ников, оснастки, оборудования, дефектации, производственной программы. );
- карты (наладки, расчёта и кодирования информации, заказа на разработку управляющих программ, технико-нормировочные, заказов на проектирование и изготовление технологической оснастки, карты изменений, карты регистрации результатов испытаний и (или) измерений. );
- акты (внедрения технологических процессов, внедрения средств технологического оснащения, освоения производственных мощ ностей. );
- паспорта (на технологические процессы и особо ответственные детали, паспорт предприятия. );
- журналы (контроля технологических процессов. ) и другие документы.
Кроме названных форм в системе документооборота ТПП используется большое количество неунифицированной (или недостаточно унифицированной) документации – это календарные графики ТПП, чертежи технологических компоновок и планировок оборудования, монтажные планы оборудования, ведомости фунда ментов под оборудование, ведомости и экспликации площадей и т.д.
Если дополнительно учесть, что на структуру решаемых задач, выполняемых процедур и форм технологической документации накладывает свой отпечатокклассы (например, в машино- и приборостроении их более десяти: формообразование <литье, спекание, формование из полимеров. >, обработка <давлением, резанием, термическая и химико-термическая, электро-физическая и электро-хими чес кая, слесарная, раскроя материалов. >, сборка <разъемных и неразъемных соединений, сварка и пайка, клепка, склеивание, монтаж. >, получение плазменных, вакуумных, лако красочных и гальванических покрытий, технический контроль и испытания, перемещение, консервация и расконсервация, упаковка. ) и методы изготовления изделий (их около 1500), например точение, шлифование, пломбирование, разметка, плакирование, ионная имплантация. то становится ясной высокая сложность системы ТПП, связанного с ней технологического документооборота и процедур разработки технологических процессов, в том числе при решении проектных задач реконструкции и технического перевооружения.
В этой связи мы более подробно остановимся не на построении всей системы технологического документооборота, используемого, например, при разработке АСТПП, а только на той части разработки комплектов проектной, директивной и перспективной технологической документации, которая имеет прямое отношение к реконструкции и техническому перевооружению производства.
Технологическое обеспечение конкурентоспособности и качества изделий машиностроения при постановке новой продукции на производство может быть ориентировано не только на обеспечение технологичности конструкции изделия, но также на разработку директивных технологических процессов. Директивные технологические процессы относятся преимущественно к изготовлению оригинальных изделий, в том числе деталей, а перспективные технологические процессы – к изготовлению типовых конструкций. Реализация обеих разновидностей технологии осуществляется путем разработки вначале комплекта проектной технологической документации для выполнения технологической части проекта реконструкции (технического перевооружения), а на инновационной стадии использования этой документации – разрабатывают комплекты документов технологического процесса, которые называют рабочими технологическими процессами реконструированного производства.
Главное, что отличает директивные и перспективные технологические процессы, заключается в том, что экономический эффект от применения директивных технологических процессов, чаще всего направленных на повышение качества, проявляется главным образом в сфере эксплуатации изделия и в увеличении объемов продаж новой конструкции изделия с улучшенными качественными свойствами. А у перспективных технологических процессов эконо мический эффект от ресурсосбережения проявляется в первую очередь в сфере производства изделия и увеличения объема продаж от снижения цены изделия.
Конструкции новых изделий в целях существенного повышения их качества (конкурентоспособности, тактико-технических данных, технического уровня изделия) весьма часто содержат новые конструкторские решения. К ним относят: более совершенные материалы; повышенные требования, например, к точности и шероховатости обработки поверхностей; они содержат новые элементы конструкций изделий, покрытия, которые не могут быть изготовлены с помощью существующих технологических процессов на предприятии. В этой связи для постановки на производство новых изделий проектные организации должны обеспечивать для данного предприятия создание новых так называемых директивных техноло гических процессов, которые устраняют несоответствие новой кон струкции, ее элементов с повышенными качественными свойствами и сложившейся технологической системой действующего предприятия.
В настоящее время наметилось четыре основных направления создания директивных технологических процессов.
1. Изготовление и обработка новых конструкционных материалов. Например, сварка взрывом композиционных материалов, У которые обеспечивают коренное улучшение эксплуатационных свойств изделия (например, замена меди на композиционный материал «молибден–медь–титан», полученный импульсным нагруженном, улучшает эксплуатационные характеристики изделия в условиях высокоскоростного трения в сотни раз).
2. Изготовление принципиально новых для конкретного предприятия сборочных единиц и деталей. Например, в целях существенного увеличения частоты вращения шпинделя высоко скоростного станка требуется замена подшипников качения актив ными магнитными подшипниками. Технологические процессы их изготовления относятся в данном случае к директивным.
Реализация названных технологических процессов может предусматривать использование в качестве заготовок: специальных методов литья, в том числе получением структуры направленной кристаллизацией и монокристаллов; уникальных штамповок (изотермическая, высокоскоростная, взрывом, в условиях сверхпластичности металла); применение ротационной вытяжки; электровысадки; использование композиционных, керамических и нанокристаллических материалов и т.п.
3. Обеспечение повышения качества поверхностного слоя деталей или структуры материала. Спектр рекомендуемых для использования технологий, особенно в области создания покрытий, довольно широк: от электрохимического окрашивания деталей из сплавов алюминия в различные цвета для улучшения сопротивления коррозии, солнечному облучению и улучшения эстетических свойств. до упрочнения деталей машин различными способами (термомеханическое, электромеханическое, газотермическое, лазерное термоулучшение, термодиффузионное хромирование, плазменно-шликерная обработка и т.п.). Эти технологии чаще всего обеспечивают повышение надежности и долговечности изделий.
Данные работы по улучшению качества поверхности наиболее нагруженных деталей машин часто могут быть связаны с применением новых методов формирования физико-химического и структурно-фазового состояния поверхностного слоя, обеспечи вающего повышение эксплуатационных свойств изделия (износо-стойкости, коррозионной и эрозионной стойкости, фреттинг-стойкости, длительной жаропрочности, жаростойкости, пластичности, пористости, долговечности и др.) и повышение надежности (снижение вероятности разрушения, повышение безотказной работы или снижение интенсивности отказов) деталей, сборочных единиц и изделий в целом.
Получение заданных параметров поверхностного слоя, обеспечивающего долговечность и надежность деталей (шерохо ватости, степени и глубины наклепа, остаточных макро- и микро напряжений, физико-химических свойств и структурно-фазового состояния), нередко обеспечивают путем применения на стадии окончательной обработки деталей специальных методов:
- отделочно-упрочняющих (пневмо- и гидродробеструйное, вибро-и пневмодинамическое упрочнение, виброшлифование и алмазное выглаживание, виброконтактное полирование алмазными лентами, упрочнение микрошариками, металлическими щетками и ультразвуком);
- химико-термических (азотирование, цементация, цианирование, одно- и двухстадийные диффузионные покрытия);
- поверхностно-термических (интенсивный нагрев и резкое охлаждение), поверхностно-термомеханических и механо-термических (нагрев с одновременной деформацией);
- электрохимических (нанесение одно- и многокомпонентных по крытий);
- химических (нанесение однокомпонентных покрытий);
- физических (вакуумноплазменные одно- и многокомпонентныепокрытия, лазерное, электронное, ионное модифицирование и их комбинирование; плазменные одно- и многокомпонентные покрытия в контролируемой атмосфере и т.п.).
4.Обеспечение специальных геометрических форм деталей, например: изготовление тонкостенных алюминиевых отливок в бегущем магнитном поле; изготовление глубоких отверстий диаметром менее 1,0 мм в труднообрабатываемых сплавах электроструйной прошивкой или электроэрозионной обработкой.
Основные требования к проектированию перспективных технологических процессов изготовления типовых изделий, или технологий изготовления типовых элементов деталей формулируются в другом ключе. Перспективные технологические процессы так же, как и директивные технологические процессы, нередко предусматривают использование наиболее прогрессивных методов формообразования:
скоростное протягивание, высокоскоростное резание, вибрационное сверление и развертывание, глубинное шлифование, электрофизи ческие и электрохимические методы обработки и другие прогрес сивные способы изготовления, но делается это в первую очередь для обеспечения ресурсосбережения в производственном процессе.
Основная часть технологических процессов и операций при разработке проекта технического перевооружения или реконструкции претерпевает замещение не только по изменению метода или способа обработки (сборки). В проектном деле широко используют изменение структурного состава технологических операций, переходов, парка технологического оборудования, инструментов, приспособлений в целях повышения технического уровня производства, обеспечения роста объемов выпуска продукции в условиях ресурсосбережения.
Применение перспективных технологических процессов можно рассматривать в приложении к различным стадиям жизненного цикла изделия: технической подготовки производства, собственно производства, эксплуатации, ремонта и утилизации. В данном издании перспективные технологические процессы эксплуатации, ремонта и утилизации машин и приборов, а именно:
- восстановления изношенных деталей (например, плазменной и электрошлаковой наплавкой, плазменным напылением. );
- извлечения вторичных ресурсов, например драгоценных металлов на стадии утилизации изделия другие технологии – мы подробно рассматривать не будем.
Для математического моделирования и оптимизации перспективных технологических процессов рассмотрим только материало-, трудо-, энерго- и фондосберегающие технологические процессы основного производства.
Материалосберегающие технологические процессы принято классифицировать на мало- и безотходную технологию; технологии эко номии драгоценных и остродефицитных материалов (вольфрама, тан тала, кобальта, золота, серебра, платины. ); технологические процес сы, обеспечивающие сокращение производственных потерь от брака.
Мало- и безотходные технологические процессы основного производства, например безуклонная или изотермическая штамповка в режиме сверхпластичности, точное литье тонкостенных отливок и другие технологии позволяют не только повысить коэффициент использования материала, но и в ряде случаев устранить дисбалансы производственных мощностей в механических цехах, что может служить важной профилактической мерой капиталовложений в их реконструкцию.
Материалосберегающие технологические процессы вспомогательного производства в отличие от основного производства обеспечивают экономию вспомогательных материалов и использование вторичных ресурсов. В этой области инноваций можно определить следующие направления работ:
- переработка отходов, например изготовление из алюминиевых отходов основного производства тонкостенных деталей из дискретных материалов; изготовление из стружки титана медицинских приспособлений и других изделий;
- восстановление формовочной смеси (вакуумное прошивание, разрушение и выбивка литейных форм, электрообеспыливание конвейеров в целях возврата пылевых фракций и т.п.);
- очистка промышленных стоков в целях возврата технической воды в производственный процесс, например: ионообменная технология очистки промышленных стоков гальванических цехов, технологии регенерации водных и масляных СОЖ (смазывающе-охлаждающих жидкостей);
- очистка воздуха (после сухого шлифования или с помощью термокаталитического дожига вентиляционных выбросов в атмосферу).
Трудосберегающие технологические процессы разрабатывают по трем главным направлениям проектирования:
- использования прогрессивных способов (методов) обработки или сборки;
- унификации технологии на основе создания типовых и групповых технологических процессов, которые в дополнение к трудо-сбережению обеспечивают также важнейшее рыночное свойство технологии – высокую гибкость производства;
- механизации и автоматизации технологических процессов, в том числе на основе применения оборудования с ЧПУ, агрегатного оборудования с программным управлением, роботизации производства, создания гибких производственных систем, проектирования и внедрения автоматических линий, роторных и роторно-конвейерных комплексов и т.п.
Трудосбережение является основным фактором интенсификации производства, устранения средствами реконструкции и технического перевооружения дисбалансов производственных мощностей.
Фондосберегающие технологические процессы, равно как и материалосберегающие, могут быть также связаны со снижением трудоемкости (станкоемкости) обработки или сборки изделий. В частности, снижение затрат времени на выполнение технологического процесса может приводить к высвобождению оборудования и площадей, так как и количество единиц основного технологического оборудования, и соответственно занимаемая им площадь находятся в прямой пропорции от трудоемкости (станкоемкости) изготовления изделий. Технологический процесс, внедрение которого приводит к увеличению коэффициентов загрузки оборудования и сменности его работы, высвобождению производственных фондов либо требует незначительных капиталовложений, например только за счет модернизации части технологического оборудования, принято считать фондосберегающим.
Энергосберегающие технологические процессы связаны, как правило, со снижением затрат не только электроэнергии на технологические нужды (электрофорез, гальванопокрытия, окраску в электростатическом поле, электрохимическую и электроэрозионную обработку. ), но и лучшим использованием силовой энергии, более рациональным применением других источников энергии (сжатого воздуха, теплой воды, вакуума и т.п.), использованием вторичных энергоресурсов.
Классификация перспективных и директивных техноло гических процессов позволила выявить их единое важнейшее свойство: способность к замещению действующих технологических процессов в ходе технического перевооружения или реконструкции производства. Однако общее описание этих процессов не отвечает на главные вопросы:
- какие технологические процессы должны быть замещены или изменены?
- как определить способы такой замены на стадиях проектирования, реконструкции или технического перевооружения?
Ответить на эти вопросы можно, если использовать не рецептурные предложения, а методы математического моделирования и оптимизации перспективных, директивных и проектных технологических процессов.