



Категория: Бланки/Образцы
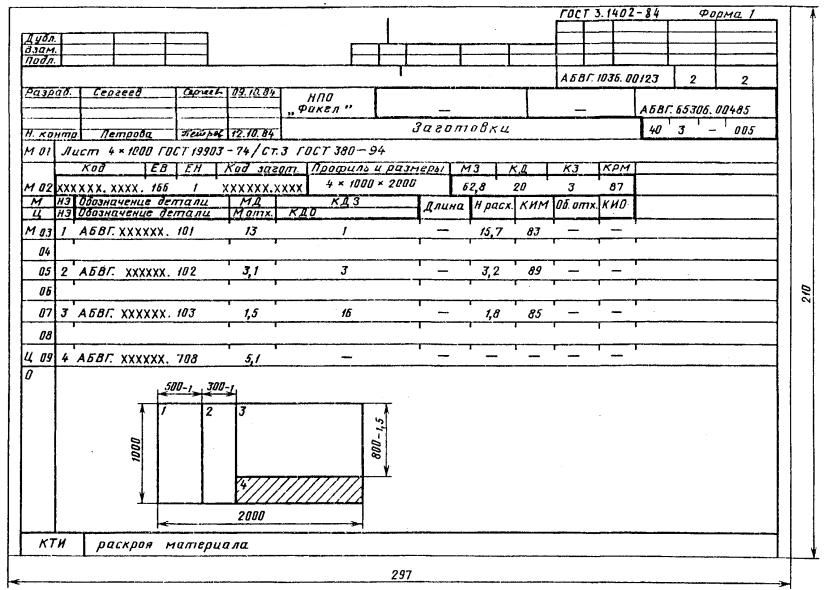
Оформление комплекта технологической документации выполняется на стандартных бланках. Документацию рекомендуется помещать в приложении к РПЗ после списка литературы. Приложение должно иметь общую с остальной частью РПЗ сквозную нумерацию страниц. Все приложения должны быть перечислены в содержании.
Виды и комплектность технологических документов, используемых в дипломных проектах при разработке технологических процессов изготовления деталей, приведены в ГОСТ 3.119-83 и ГОСТ 3.1121-84.
В дипломных проектах, как правило, разрабатываются операционные и маршрутно-операционные технологические процессы. В этом случае рекомендуется следующий состав комплекта технологических документов:
1. титульный лист;
2. маршрутная карта (МК) по формам 1, 1В, 2 – ГОСТ 3.118-82;
3. карта технологического процесса (КТП) по формам 1 и 1а – ГОСТ 1404-86;
4. карты эскизов (КЭ) (при необходимости) по формам 5, 5а – ГОСТ 3.1105-84;
5. операционные карты (ОК) механической обработки по формам 1, 1а, 2, 2а – ГОСТ 3.1404-86;
6. операционные карты (ОК) технологического контроля по формам 1, 1а, - ГОСТ 3.1502-85.
Правила записи операций и переходов обработки резанием регламентированы ГОСТ 3.1702-79. Наименование операции следует записывать в соответствии с обязательными приложениями 1 и 2 к ГОСТ 3.1702-79, в которых приведены и соответствующие цифровые коды. Ключевые слова технологических переходов и их условные коды содержатся в приложении 3 ГОСТ 3.1702-79. При записи содержания операции допускается полная и сокращенная форма записи. Сокращенную запись следует выполнять при наличии графических изображений. Операции следует нумеровать числами натурального ряда арифметической прогрессии (5, 10, 15 и т. д.) (ГОСТ 3.1104-81). Допускается к числам добавлять нули (005, 010, 015 и т.д.). Переходы следует нумеровать числами натурального ряда (1, 2, 3 и т.д.), а установы прописными буквами русского алфавита (А, Б, В и т.д.).
Виды, комплектность, порядок разработки правил оформления технологических документов, применяемых при разработке и внедрении технологических процессов, операций и управляющих программ на обработку заготовок на металлорежущих станках с ЧПУ, регламентированы ГОСТ 3.1418- 82.Оформление форм, бланков и документов производят по стандартам – ГОСТ 3.1104-81 и ГОСТ 3.1702-79.
mydocx.ru - 2015-2016 year. (0.013 sec.)
5. МЕТОДИКА КОМПЬЮТЕРИЗАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
Согласно наиболее обобщенной модели системы, модели "черного ящика", система автоматизированного проектирования технологических процессов (ТП) представляет собой средство преобразования входных данных и технологических знаний в выходную информацию (рис.73). Входными данными является конструктивное описание изделия на машинных носителях и (или) в форме конструкторской документации. Выходная информация во внутренней форме представляет собой машинную модель технологического процесса, а во внешней ? технологическую документацию в соответствии со стандартами. Отсюда следует, что первыми шагами системного анализа данной проблемной ситуации является системологическое исследование двух компонент: 1. проектируемых технологических процессов, 2. процессов их проектирования.
Рис.73. Функцональная модель системы автоматизированного проектирования технологических процессов
5.1. Формы представления технологической документации
Результатом проектирования технологических процессов является соответствующая документация, состав и форма представления которой определяются стандартами. Технологическая документация состоит из основных и вспомогательных документов. К основным относят документы, содержащие сводную информацию, необходимую для решения одной или комплекса инженерно-технических, планово-экономических и организационных задач. Основные документы полностью и однозначно определяют технологический процесс (операцию) изготовления или ремонта изделия и его составных частей. Вспомогательные документы применяются при разработке, внедрении и функционировании технологических процессов и операций, например, карта заказа на проектирование технологической оснастки.
Основные технологические документы делятся на документы общего и специального назначения. К документам общего назначения относят технологические документы, применяемые в отдельности или в комплектах документов на технологические процессы, независимо от применяемых технологических методов, например, карта эскизов. Документы специального назначения применяются в зависимости от типа и вида производства и используемых технологических методов. Виды основных технологических документов приведены в табл.35.
Помимо перечисленных документов используются ведомости: технологических маршрутов (ВТМ), оснастки (ВО), оборудования (ВОБ), материалов (ВМ) и др.
К обязательным документам относится маршрутная карта.
В зависимости от степени детализации описания ТП различают следующие варианты:
- маршрутное описание ТП, это сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов;
- операционное описание ТП, это полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов;
^ Таблица 35
Виды основных технологических документов
^ Документы общего назначения
Оформление первого листа комплекта технологических документов
Пояснение выполнения технологического процесса, операции или перехода
Описание процессов, методов и приемов повторяющихся при изготовлении и ремонте изделий, а также правил эксплуатации| средств технологического оснащения
^ Документы специального назначения
Описание технологического процесса маршрутного или маршрутно-операционного представления либо указание полного состава технологических операций с данными об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах
Описание операционного технологического процесса в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах
Описание типового (группового) технологического процесса в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах
Описание технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах
Описание типовой (групповой) технологической операции с указанием последовательности выполнения переходов и общих данных о средствах технологического оснащения и режимах
Указание дополнительной информации, необходимой при выполнении отдельных операций и связанной с применением уникальных средств технологического оснащения
Указание данных о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия
Указание дополнительной информации к технологическим процессам (операциям) по наладке средств технологического оснащения
- маршрутно-операционное описание ТП, это сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах.
При построении унифицированных ТП важную роль играет отношение подобия. Подобие - это отношение сходства между двумя или более системами, определяемое некоторыми общими свойствами. Возможен диапазон степени подобия от полного равенства (идентичности) до частичного сходства. Можно говорить о функциональном, структурном и других видах подобия. Идентичность - это отношение между объектами или процессами, характеризующимися одинаковыми свойствами.
Типовым называется ТП изготовления группы изделий с общими конструктивными и технологическими признаками. Типовая операция характеризуется единством содержания и последовательности технологических переходов для группы изделий с общими конструктивными и технологическими признаками. С точки зрения системологии к числу типовых принадлежат ТП, обладающие функциональной и структурной идентичностью и подобием параметров.
К групповым принадлежат технологические процессы и операции изготовления группы изделий с разными конструктивными, но общими технологическими признаками. Различие конструктивных признаков определяет различие структур ТП. Поэтому с точки зрения системологии к групповым относятся техпроцессы, обладающие функциональным, структурным и параметрическим подобием.
Единичный ТП предназначается для изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
Степень детализации описания ТП зависит от типа производства и стадии разработки технологической документации: для единичного и мелкосерийного производства применяют маршрутное и маршрутно-операционное описание, для серийного и крупносерийного - операционное.
В классическом представлении — итогом работы технолога является оформленный по определенным стандартам комплект технологической документацию. Он может состоять из различных документов, например, титульный лист, маршрутная карта, операционная карта, ведомость тех.процесса, карта типового/группового тех.процесса, ведомость документов, карта эскиза, и т.д. — в соответствии с ГОСТ, стандартами предприятия или в произвольной форме.
Система ТехноПро позволяет получать комплект документов любой формы. Для этого достаточно настроить форму документа в Microsoft Word. 80% наших клиентов самостоятельно производят настройку форм и подключение документов, что говорит о простоте данных работ. Однако, в рамках обычной технической поддержки наша компания разрабатывает документы для наших клиентов.
Наиболее часто используемые формы документов уже подключены в системе. любые другие можно настроить.
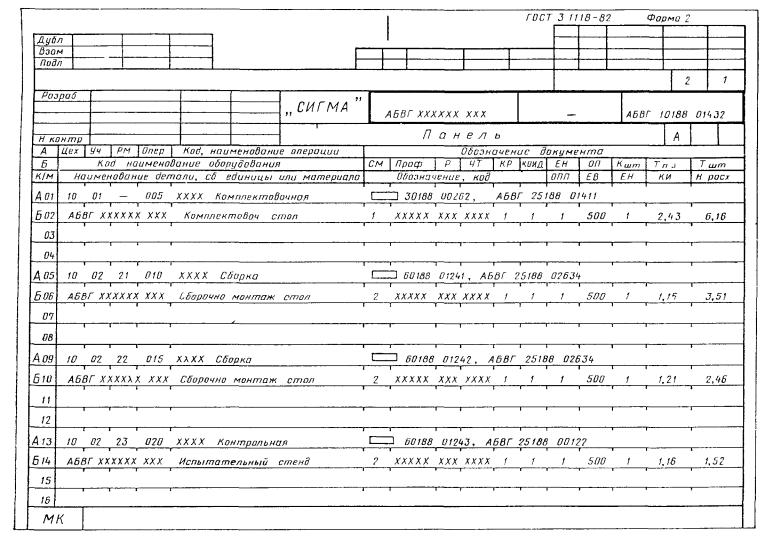
Рис.1. Пожалуй, наиболее часто используемая форма ТП — по ГОСТ 3.1118-82
Документы в ТехноПро можно получать:
Нумерация страниц в комплекте документов может быть сквозная или отдельная для каждого документа.
Принцип получения комплекта документов заключается в том, что сначала формируется технологический процесс (единичный, групповой, типовой), затем отмечается из каких документов должен состоять комплект документов (если необходимо — указывается номер каждого документа):

Рис.2. Выбор комплекта докмуентов
Также ТехноПро может формировать сводные ведомости и отчеты с суммарными сводными показателями по цеху, изделию, заказу, коду профессии, виду операции, с диаграммами, графиками, такие, как, например «Ведомость норм расхода», «Ведомость норм времени», «Материальная спецификация», «Ведомость применяемости», и т.д.
Блочно-модульный и блочный принципы отражены в стандартах ЕСТД, утвержденных после 1980 г. ( ГОСТ 3.1103. ГОСТ 3.1118 и др.), элементно-блочный и элементный - в настоящих Р.
На пятой ступени - признак «Вид документа».
Виды документов и их условные обозначения установлены по ГОСТ 3.1102. а коды видов - по табл. 1 ГОСТ 3.1201 .
На шестой ступени - признак «Вид технологического метода изготовления или ремонта изделия». Например, форма карты типового (группового) технологического процесса для получения покрытия, форма карты технологической информации для процессов литья металлов по выплавляемым моделям и т.д.
Коды основных методов, применяемых для изготовления или ремонта изделий (их составных частей), следует выбирать по табл. 3 ГОСТ 3.1201 .
При выборе кода признака исходят из назначения комплекта документов или вида документа. Обобщенный код признака «О» присваивается сводным технологическим ведомостям, а также комплектам документов на сквозные технологические процессы, в которых описываются несколько методов изготовления и невозможно предпочесть код признака одного из них. Например, технологический процесс формообразования заготовки, обработки резанием, термической обработки и технического контроля.
Обобщенный код одного метода - для формы документа на технологический процесс с применением нескольких методов при условии, что выбранный для обозначения метод доминирует. Например, при проектировании на одной форме документа технологического процесса сборки изделия, в котором применяются не только слесарно-сборочные, но и операции сварки, следует присвоить признаку обобщенный код «88», если состав слесарно-сборочных операций наибольший.
3. СИСТЕМА ОБОЗНАЧЕНИЙ ФОРМ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
3.1. Цель системы - удобство ввода, хранения, поиска и вывода форм документов средствами ЭВМ при решении инженерно-технических задач и проектировании документации.
3.2. Обозначению подлежат все формы документов, переносимые на машинные носители.
3.3. Устанавливается следующая структура и длина кодового обозначения форм документов.

Код присваивается документу согласно его классификационным признакам (см. разд. 2).
Допускается вместо кода вида документа по ГОСТ 3.1201 давать условное обозначение по ГОСТ 3.1102. Тогда длина кода увеличится до четырех знаков, т.е. на максимальную длину, например, КТТП. В этом случае к коду других видов документов в два или три символа добавляют соответственно два или один знак «-», например, МК-, ВТП-, ОК-, КТО- и т.д.
Вместо кода метода или наименования операции, применяемых для изготовления или ремонта изделия, по табл. 3 ГОСТ 3.1201 можно указывать его по общесоюзному Классификатору технологических операций машиностроения и приборостроения (1 85 151) с увеличением длины кода на два знака.
Для унифицированных форм документов (МК, ОК), выполняющих функции других видов документов, например, МК/ОК, ОК/КТИ и т.п. обозначения присваивают без учета выполняемых функций.
Порядковый регистрационный номер проставляют арабскими цифрами от 01 до 99 (допускается от 001 до 999). Значность его устанавливает предприятие (организация) с учетом общего количества применяемых форм документов.
3.4. В зависимости от используемых технических средств ЭВМ формы документов условно разделяют по количеству символов в строке: (не более 80, от 80 до 128, от 128 до 156).
3.5. При кодировании форм документов обозначения располагают в следующем порядке: основные, вспомогательные, производные документы.
Между этими группами документов предусматривают резервные регистрационные номера для возможного ввода дополнительных форм.
При регистрации форм основных документов следует располагать их в таком порядке: общего назначения; технологические ведомости; применяемые при проектировании технологических процессов и операций. Последние целесообразно располагать по группам, отражающим технологические методы изготовления (ремонта) изделий: процессы заготовительные, формообразующие, обработки, сборки (с разделением на разъемные и неразъемные соединения), технического контроля, испытаний, перемещений, применяемые во вспомогательном производстве для изготовления и ремонта средств технологического оснащения и т.п.
Кроме перечисленных, необходимо учитывать и другие признаки, характеризующие формы документов. К ним относятся:
характеристика расположения поля подшивки документа (вертикальное или горизонтальное);
максимальная ширина информационного поля формы документа, выраженная в количестве символов АЦПУ, размещаемых на одной отроке, например, 80, 128 или 156;
характеристика нумерации листов (первом - заглавного или последующего) документа.
Порядок регистрации других форм документов устанавливается предприятием (организацией).
При регистрации целесообразно использовать журналы или карточки учета обозначений.
3.6. В зависимости от типа и характеры производства, а также применяемых методов изготовления изделий каждое предприятие устанавливает для себя ограничительный состав форм документов. При этом рекомендуется использовать унифицированные формы, например, МК, которые могут выполнять функции ОК для различных методов.
3.7. При обозначении форм документов общего назначения ТЛ, КЭ, ТИ), а также унифицированных (МК, ОК, КТТП), выполняющих функции других видов документов и обеспечивающих возможность их использования для различных методов изготовления, следует применять обобщенный код без указания метода, т.е. «00». Это же относится и к сводным документам на изделия, например. ВО, ВМ, ВСН, ВУН, КК и т.п.
3.8. Процедура регистрации форм документов устанавливается предприятием (организацией). Изложенная система пригодна и для обозначения форм документов, переносимых на бумажные носители.
3.9. Код формы документа проставляется в правой части блока Б6 основной надписи по ГОСТ 3.1103 .
Для наглядности приведем примеры обозначений форм технологических документов:
12214200.15 - основной документ, на магнитных дисках, с текстом, разбитым на графы, блочно-модульный принцип построения, ведомость оснастки, без указания метода изготовления, с вертикальным расположением поля подшивки, на 80 символов, первый лист;
11211000.02 - основной документ, на бумажном носителе, с текстом, разбитым на графы, блочно-модульный принцип построения, маршрутная карта, без указания метода изготовления, с горизонтальным расположением поля подшивки, на 128 символов;
14236060.05 - основной документ на перфоленте, с текстом, разбитым на графы, элементно-блочный принцип построения, операционная карта, для проектирования операций формообразования полимерных материалов, керамики, стекла и резины, с вертикальным расположением поля подшивки, на 80 символов, первый лист.
4. КЛАССИФИКАЦИЯ ИНФОРМАЦИИ, ВКЛЮЧАЕМОЙ В БАЗУ ДАННЫХ
4.1. Информация, содержащаяся в формах документов и участвующая в создании базы данных в условиях автоматизированной технологической подготовки и управления производством, классифицируется по следующим группам:
по применяемости деталей и сборочных единиц в изделии;
по группированию деталей и сборочных единиц;
по технологическому маршруту;
по средствам технологического оснащения;
по применяемости технологических документов в комплектах на технологические процессы изготовления (ремонта) составных частей и изделия в целом;
по наладке и настройке оборудования;
по описанию выполняемых действий;
по технологическим режимам;
4.2. Адресная информация предназначена для ввода и поиска информации по формам документов, документам, комплектам документов на технологические процессы и операции, на изделия и их составные части. Она первична, участвует в решении основного комплекса инженерно-технических задач, носит юридический или справочный характер. Не обрабатывается средствами вычислительной техники. Содержится в основных надписях документа.
4.3. Архивная информация предназначена для регистрации документов, применяемых в производстве. Справочная, характерна для предприятий с централизованным архивом. Средствами ЭВМ не обрабатывается. Содержится в основных надписях документа.
4.4. Информация по применяемости деталей и сборочных единиц (ДСЕ) в изделии - для учета с целью определения потребности на изделие и проведения организационных и технологических работ по их изготовлению или приобретению. Используется при решении задач на ранней стадии технологической подготовки производства (ТПП). Подлежит обработке средствами ЭВМ.
4.5. Информация по группированию ДСЕ с определением их конструктивных и технологических признаков - для разработки или заимствования типовых или групповых технологических процессов (ТТП и ГТП) на ранней стадии. Способствует специализации производства и обеспечивает применение автоматизированных информационно-поисковых систем для адресования к действующим ТТП или ГТП. Информационную основу составляют:
технологический классификатор деталей машиностроения и приборостроения;
ГОСТ 3.1201. ЕСТД. Система обозначения технологической документации.
4.6. Информация по технологическому маршруту - для определения относительного маршрута прохождения изделия и его составных частей по подразделениям предприятия (организации) при изготовлении (ремонте) с учетом специализации производства. Первична, используется на ранней стадии ТПП, предшествует разработке документов на технологические процессы и операции.
4.7. Информация по средствам технологического оснащения - оборудованию и технологической оснастке. Применяется в решении инженерно-технических задач по расчету уровня оснащенности, определению загрузки оборудования и рабочих мест, потребности в оснастке и оборудовании на планируемый период и т.п. при выполнении технологических процессов по изготовлению (ремонту) изделий и их составных частей. Используется в ведомостях на изделия и в документах на технологические процессы, специализируемые по методам изготовления (ремонта).
4.8. Информация о применяемости технологических документов в комплектах на технологические процессы изготовления (ремонта) составных частей и изделия в целом - для определения состава документов при комплектовании их на изделия, а также передаче на микрофильмирование или с одного предприятия на другое. Служит основой для использования автоматизированных информационно-поисковых систем.
4.9. Информация по материалам - для решения инженерно-технических задач по определению состава и норм расхода материалов на составные части и изделие в целом. Характеризует уровень технологических процессов изготовления (ремонта) изделий. Охватывает большой круг вопросов, связанных с применением основных и вспомогательных материалов. Применяется в документах на технологические процессы и операции, специализируемые по методам изготовления.
4.10. Информация по трудозатратам - для решения комплекса инженерно-технических задач по расчету трудоемкости на изготовление составных частей и изделия в целом, определению себестоимости изготовления и т.п.
4.11. Информация по наладке и настройке относится к металлорежущему оборудованию с жесткой связью командоаппарата, а также специальному. Сюда входят данные по настройке кинематической части оборудования, порядку и очередности включения органов управления, подготовке его к работе и т.п. (исключение составляют сведения о технологических режимах, выделяемые в отдельную группу). Используется как элемент или же выводится в отдельные документы (например, карты наладки) либо технологические инструкции. Средствами ЭВМ не обрабатывается и носит организационный характер.
4.12. Информация по описанию выполняемых действий - для всех документов на технологические процессы и операции. Подразделяется на общую и специализированную. Последняя характерна для документов по методам изготовления.
4.13. Информация по технологическим режимам применяется в документах по методам изготовления как отдельный элемент или типовой блок. Оптимизирует технологический процесс, способствует повышению качества изготовления (ремонта) изделий и составных частей, их надежности, созданию условий по охране труда и т.п.
4.14. Дополнительная информация характеризует особенности процессов и операций, предусматривающих использование оборудования специального назначения.
4.15. Типовой перечень инженерно-технических задач, решаемых с применением средств автоматизации, по классификационным группам информации приведен в табл. 5. Эти задачи разделены на две группы: решаемые в АСУП и в САПР-Т. Первые связаны со специализацией выполняемых функций в области управления производством. Информационное обеспечение составляют основные, вспомогательные и производные документы, имеющие выход как на бумажных, так и на машинных носителях. Основные документы (как правило, технологические ведомости) сводной направленности.
Вторая группа задач отражена в документах на технологические процессы и операции, которые служат основой для разработки сводных технологических ведомостей на изделия.
Номер классификационной группы информации
В первом случае размерность графы для наименования должна соответствовать размерности графы для внесения данных, во втором - может не совпадать.
В наименовании реквизита применяют соответствующие сокращения или обозначения.
Размерность граф устанавливает разработчик форм документов. При этом необходимо следить, чтобы размерности граф были одинаковыми.
Наименования граф могут отсутствовать. Тогда заполнение граф для внесения данных оговаривается в правилах по оформлению документов.
5.3. ЭИ образуют базу данных, используемую для АФФД.
Применяются самостоятельно или как составляющие блока и модуля информации (БИ и МИ).
Под блоком понимают группу элементов однородной информации, расположенных в логической последовательности и используемых для решения конкретной инженерно-технической задачи или ряда задач.
БИ разделяются по включаемым в них ЭИ и являются типовыми.
МИ представляют группы разнородных БИ, расположенных в логической последовательности и используемых для решения нескольких инженерно-технических задач. По аналогии с БИ также типовые. Характерная черта для МИ - многократная повторяемость групп информации.
5.4. Устанавливается следующая структура и длина кодового обозначения ЭИ, БИ и МИ.

Для кодирования структуры информации используют буквы русского алфавита: ЭИ - Э; БИ - Б; МИ - М.
После кода группы информации ставят точку. Для обозначений групп применяют арабские цифры от 01 до 99 в соответствии с п. 4.1 настоящих рекомендаций.
Порядковые регистрационные номера состоят из двух цифр от 01 до 99. Присваиваются в пределах кода группы информации.
5.5. Состав и назначение ЭИ, включаемых в базу данных, приведены в табл. 6.
Назначение каждого ЭИ в форме документа определяет разработчик ФФ в зависимости от состава инженерно-технических задач (см. табл. 5).
6. СОСТАВ И НАЗНАЧЕНИЕ ТИПОВЫХ БЛОКОВ И МОДУЛЕЙ ИНФОРМАЦИИ, ВКЛЮЧАЕМЫХ В БАЗУ ДАННЫХ
Состав БИ, включаемых в базу данных, представлен в табл. 7. Рекомендации по их применению приведены в табл. 8.
Порядок формирования МИ из БИ и их назначение - в табл. 9.
При выборе БИ и МИ разработчик ФД должен учитывать необходимость рационального размещения информации на поле. При этом допускается:
В случае неповторяемости отдельных БИ в форме документа и разового их применения названия отдельных (всех) граф выделять в виде заголовков и подзаголовков, оставляя после них одну или две строки для записи информации. Например, в соответствии с данными рекомендациями Б01.26 может быть представлен в следующем виде.
1. В таблице представлен основной состав ЭИ, применяемый при построении и оформлении форм документов. Необходимость его дополнения или ограничения устанавливается разработчиком форм документов для каждого предприятия (организации).
2. Не приведены ЭИ, относящиеся к группам информации по описанию выполняемых действий и дополнительной информации (соответственно коды 11 и 13). Состав ЭИ, применяемых при выполнении действий и их описании. Состав ЭИ, входящих в группу дополнительной информации, устанавливает разработчик в дополнение к приведенным группам.
3. Размерность числовых значений длины графы выражается в символах АПДУ через дробь: в числителе - для длины графы, в знаменателе - для вносимой информации.
4. Наличие прочерка в размерности наименования графы свидетельствует, что заголовок графы может отсутствовать; в графе для внесения данных размерность устанавливается разработчиком.
6. Знак «х» означает, что размерность длины данной графы может меняться с целью рационального размещения блока информации на поле формата (см. табл. 7).
Графическое изображение БИ с указанием кодов, применяемых реквизитов
Суммарная длина строки в символах






Составная часть модуля адресной (поисковой) информации в основной надписи документа. Применяется совместно с Б 01.07 - Б 01.09. Предусматривает указание информации по ТКД
Назначение то же, но в отличие от Б 01.01 не предусматривает простановку кода по ТКД. Применяется для документов на сборочные единицы и изделия, а также в случае, если ТКД на данном предприятии не внедрен
Блок адресной информации, применяемой в основной надписи документа. Не содержит графы для простановки кода по ТКД и ГОСТ 3.1201. В графах 0105 - 0108 указывается информация по назначению либо один реквизит (0111), т.е. литеру соответствующей стадии разработки документа
Назначение то же, что и предыдущего блока, но не предусматривает записи информации по обозначению рабочего места
В таблице представлен основной состав МИ. Дополнительный состав устанавливает разработчик ФД.
Допускается в комплексный МИ включать не только БИ, но и МИ.
При параллельном расположении один БИ располагается на первой строке, а следующий (следующие) на последующей (последующих) строке (строках) в порядке очередности. При последовательном - один и последующие за ним БИ располагаются на уровне одной строки (нескольких строк) по всей длине верхней или нижней информационной зоны поля документа.
7. ПРАВИЛА АВТОМАТИЗИРОВАННОГО ФОРМИРОВАНИЯ ФОРМ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
7.1. Состав ФД, применяемых для проектирования технологических процессов и операций, а также решения задач по автоматизированным системам подготовки и управления производством, выбирает разработчик с учетом документов:
структуры и формы организации подготовки и управления производством;
уровня использования средств автоматизации.
Тип производства определяется ГОСТ 14.004 по коэффициенту закрепления операций (Кз.о.). При единичном, мелкосерийном и опытном производствах следует использовать универсальные формы документов (например, МК) для сокращения их состава. В условиях серийного и массового производств состав ФД специализируется по рабочим местам и поэтому резко возрастает.
Структура производства, а также принятая на предприятии (в организации) система подготовки и управления производством влияет на состав форм документов. Он может быть локальным и зависит от установленных процедур с учетом оптимизации документооборота в целом.
Сложность изделия оказывает влияние на технологию его изготовления (ремонта) и находится в прямой зависимости от комплектности принятых форм документов. Многообразие применяемых технологических методов и средств технологического оснащения определяет их специализацию.
Уровень использования средств автоматизации определяет комплектность ФД на бумажных и машинных носителях, действующих на предприятии.
7.2. Модель автоматизированного формирования ФД (МАФФД) - см. рис. 2 - распространяется на все виды документов (основные, вспомогательные, производные). Необходимость ее применения устанавливается на этапе и технологической проработки конструкторской документации. При этом определяется комплектность всей документации, участвующей в сферах технологической подготовки и управления производством.
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
КД - комплект конструкторских документов на изделие
ФД - формы технологических документов
АРМ-Т - автоматизированное рабочее место технолога
ТД - технологические документы
П - подлинники технологических документов
Д - дубликаты технологических документов
К - копии технологических документов
Черт. 2. Информационная модель автоматизированного формирования формы документов, применяемых в автоматизированных системах подготовки и управления производством (АСТПП, АСУ, ГПС)
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
Черт. 3. Блок схема алгоритма формирования вариантов и результатов моделирования форм основных надписей
7.3. МАФФД предусматривают разработку новых и использование типовых ФД с возможной их корректировкой.
При разработке новой ФД определяются вид и назначение документа в системе документооборота предприятия (организации), его формат и ширина бумажной ленты.
Используемые типовые ФД, образы которых имеются в архиве, обозначаются в соответствии с настоящими рекомендациями.
Вывод формы документа на экран видеотерминала осуществляется с целью определения возможности ее прямого использования.
При необходимости коррекции и внесения в форму изменений и дополнений разработчик выполняет определенные процедуры в режиме редактора. Это обеспечивает возможность видоизменения ФД за счет введения или изъятия необходимых ЭИ, БИ или МИ. Новые данные по ЭИ, БИ и МИ вносят в базу данных. Модернизированной форме документа присваивается обозначение, а данные по ней направляются в архив ФД, который является накопителем информации и выполняет роль ограничителя состава форм документов, действующих на предприятии (в организации).
7.4. Формирование новых ФД следует осуществлять в два этапа: 1. моделирование формы основных надписей и 2. формирование формы документа.
Блок-схема формирования вариантов и результатов моделирования форм основных надписей представлена на черт. 3.
Укрупненная блок-схема алгоритма формирования вариантов и результатов моделирования форм документов - на черт. 4.
Уточненная блок-схема алгоритма моделирования форм документов с применением элементно-блочного и элементного принципа построения - на черт. 5.
7.5. Моделирование формы основных надписей основано на блочно-модульном принципе построения с применением типовых БИ и МИ.
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
Черт. 4. Укрупненная блок-схема алгоритма формирования вариантов и результатов моделирования форм документов
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
Черт. 5. Уточненная блок-схема алгоритма моделирования форм документов с применением элементно-блочного и элементного принципа построения
В зависимости от типа и характера производства разработчик ФД выбирает вариант основных надписей.
Процедура формирования основных надписей:
выбор формата из типового набора;
выбор полей из типового набора;
принятие решения о формировании ФД на 70 или 128 символов;
принятие решения о формировании основных надписей для первого и последующих листов;
построение образа основных надписей из имеющегося состава БИ и МИ;
контроль основных надписей;
ввод образа основных надписей в базу данных.
Примеры формирования основных надписей для документов на 70 и 128 символов представлены в Прил. 1.
При формировании основных надписей и форм документов следует обращать внимание на рациональность размещения информации. Допускается:
не применять ограничительные вертикальные и горизонтальные линии по периметру формата для увеличения информационного поля документа;
вводить с левой стороны в БИ реквизит для обозначения номера строки, в которую внесены изменения;
изменять размерность отдельных ЭИ, применяемых самостоятельно либо в составе БИ или МИ (отмечены в таблицах 6 и 7 знаком «х») для внесения информации.
7.6. Формирование и корректировку ФД целесообразно проводить на базе АРМ, оснащаемых персональными ЭВМ, а для хранения использовать более мощные мини-ЭВМ с накопителями (магнитные ленты, жесткие магнитные диски и т.п.).
Перечисленные правила обеспечивают совместимость ЭВМ и создают условия для внедрения интегрированных автоматизированных систем.
Примеры формирования ФД с применением МАФФД приведены в Прил. 2.
Примеры оформления основных надписей на бумажной ленте240 мми 420 мм с применением МАФФД
Примеры оформления основной надписи документов с возможностью распечатки на 70 символов
1. Для первых листов документов
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
2. Для первых листов документов с применением дополнительного БИ, предназначенного для указания данных при позаказной системе
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
3. Для последующих листов документов
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
Примеры оформления основных надписей с возможностью распечатки на 128 символов
1. Для первых листов документов
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
2. Для первых листов документов одного вида с симметрично расположенными информационными полями
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
3. Для последующих листов документов одного вида с симметрично расположенными полями
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
Примеры построения форм основных документов на 70 символов с применением МАФФД
1. Форма маршрутной карты с использованием блочно-модульного принципа построения
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
2. Форма комплектовочной карты с использованием блочного построения
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
3. Форма операционной карты с использованием элементно-блочного построения
Р 50-54-71-88 Рекомендации. ЕСТД. Автоматизированное формирование форм технологических документов на основе базы данных
РАЗРАБОТАНЫ И ВНЕСЕНЫ ВНИИНМАШ Госстандарта СССР
ИСПОЛНИТЕЛИ: к.т.н. В.Ф. Курочкин, к.т.н. П.А. Шалаев, к.т.н. Б.С. Мендриков (руководитель темы)
УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Приказом ВНИИНМАШ № 207 от 26.07.1988 г.
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ