






Категория: Инструкции
Если вас интересует дополнительная информация о цене, сроках и условиях поставки ТН-1М, заполните, пожалуйста, форму внизу страницы.
Также у нас вы можете купить запасные части:
(ШВП, пары винт-гайка, шестерни, зубчатые колеса, узлы, комплектующие, оснастку) к ТН-1М
Чтобы узнать цену (стоимость) запчастей к ТН-1М используйте эту же форму.

Основные параметры ТН-1М
Наибольший диаметр детали обрабатываемой над станиной, мм
Наибольший диаметр детали обрабатываемой над суппортом, мм
Наибольшая длина обрабатываемой детали, мм
Предел частоты вращения шпинделя, об/мин (min)
Предел частоты вращения шпинделя, об/мин (max)
Мощность главного привода, кВт
Габаритные размеры станка, длина Х ширина Х высота (мм)
825 x 410 x 300
Масса станка с выносным оборудованием (кг)
Модель ЧПУ, устанавливаемого на станке
Станок предназначен для различных видов механической обработке изделий из металла, древесины, пластмасс.
Станок пазволяет точить, сверлить и нарезать метрическую резьбу.
Полый шпиндель станка позволяет использовать в качестве заготовки прутковый материал.
ТН-1М - основной вариант со всеми универсальными приспособлениями, кроме револьверной головки и цангового патрона
Технические характеристики ТН-1М
Купить Станок токарный универсальный настольный ТН-1М
Для того, чтобы купить (узнать цену, или получить дополнительную информацию об условиях и сроках поставки) на Станок токарный универсальный настольный ТН-1М, заполните, пожалуйста, форму и нажмите на кнопку "Отправить запрос". После получения заказа мы свяжемся с вами в ближайшее время.
У нас вы можете купить шарико-винтовые передачи (ШВП) к ТН-1М. Для того, чтобы узнать цену на ШВП к ТН-1М, обращайтесть в отдел продаж или отправьте нам сообщение с запросом.
Так же мы предложаем приобрести у нас вы можете купить валы и шестерни к ТН-1М. Цены на валы, шестерни и прочие запчасти к ТН-1М уточняйте в отделе продаж.
Если вас интересует покупка запасных частей и комплектующих к данному оборудованию, то укажите это в тексте сообщения.
Любые дополнительные вопросы вы всегда можете задать по телефону в г. Москве:
8 (495) 62-777-49
или по электронной почте info@promservis24.ru


















Здравствуйте!
Недавно приобрел б\у токарный станок ТН-1М. Руководство по эксплуатации прежним хозяином утеряно. Буду благодарен за совет или ссылку, где можно его найти.
Сам из Питера, если у кого из земляков есть в наличии -прошу помощи. E-mail: pzmq@yandex.ru
С уважением,
Александр
http://www.tstu.ru/koi/katalog/inform/progress/stan.htm#1
http://www.kpsk.ru/pages/stanok11.html (это Питерская контора Концерн ПСК).
Все это нашел на апорте. Можете самостоятельно воспользоваться другими поисковиками или обратиться в Концерн ПСК - может, помогут.
С уважением,
Алексей.
Спасибо, Алексей!
К сожалению в ПСК занимаются только продажей оборудования, документацию не дают. Звонил им еще до опубликования своего запроса.
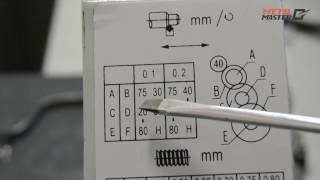
Меня в основном интересует порядок настройки гитары
для изменения скорости прохода резца и нарезания резьб,
а так же схемы установки ремня для изменения скорости вращения шпинделя, ну и так, кое -какие вопросы по мелочам.
С уважением
Александр
Vladimir Romanov
(Москва, Россия)
23 дек. 2004
13:43:53
2AEG1
> "Меня в основном интересует порядок настройки гитары
для изменения скорости прохода резца и нарезания резьб,
а так же схемы установки ремня для изменения скорости"
Обычно обе таблицы для настроек гитары и переброски ремней на шкивах у станков ТН-1М находятся на внутренней поверхности крышки коробки передач (та, что слева). Все виденные мной станки (и мой в том числе) такие таблицы имели. Может теперь стали экономить на таблицах?
Спасибо!
Но там их нет (как-будто что-то было и посадочное место осталось)
С уважением,
Александр
Производитель настольного токарного станка ТН-1М - Мичуринский завод Прогресс. основанный в 1957 году.
Токарно-винторезные станки. Общие сведенияТокарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий. На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п. Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Наша промышленность выпускает различные модели токарных и токарно-винторезных станков — от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности на советских станках колеблется от 85 до 5000 мм, при длине заготовки от 125 до 24 000 мм. Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.
Структурная схема токарно-винторезного станка
Основные размеры токарно-винторезного станка
Основным параметром токарно-винторезного станка является наибольший диаметр D, обрабатываемой заготовки над станиной. Зазор между горизонтальной плоскостью направляющих и диаметром обрабатываемой заготовки D — не более 0,04D. Диаметр D приблизительно равен удвоенной высоте центров станка.
ГОСТ 440—57 предусматривает ряд размеров токарно-винторезных станков с значениями D от 100 до 6300 мм, построенными по закону геометрической прогрессии со знаменателем ? = 1,26 (с небольшими округлениями).
Другим основным параметром станка является наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой детали. Оно определяется при сдвинутой (без свешивания с направляющих) в правое крайнее положение задней бабке. Станки с одним и тем же наибольшим диаметром обрабатываемой заготовки могут иметь различное межцентровое расстояние в пределах, предусмотренных ГОСТом 440—57. Например, станки с наибольшим диаметром обрабатываемой заготовки 400 мм выполняются с наибольшим расстоянием между центрами 700, 1000 и 1400 мм. Для большинства тяжелых токарных станков наибольшее расстояние между центрами не регламентировано.
Важным размером станка является также наибольший диаметр обрабатываемой заготовки над суппортом D1. Он должен быть не меньше, чем предусмотрено в ГОСТе 440—57.
Кроме этих основных параметров токарно-винторезных станков, ГОСТ 440—57 устанавливает наибольшее число оборотов шпинделя, наибольший диаметр прутка, проходящего через отверстие шпинделя, размер центра шпинделя (номер конуса Морзе или метрического), наибольшую высоту резца и наибольший допустимый вес станка (без электрооборудования).
Типаж токарно-винторезных станковСтанкостроительная промышленность выпускает токарно-винторезные станки с наибольшим диаметром обрабатываемой заготовки в пределах 160—1250 мм и наибольшим расстоянием между центрами до 12 500 мм.
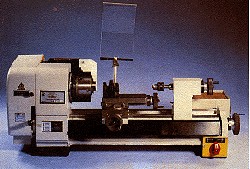
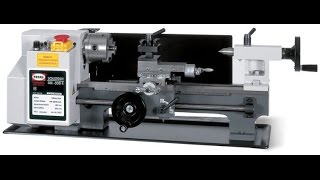
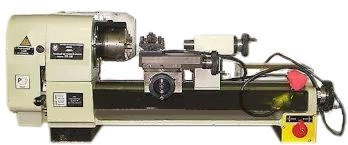
ТН-1М станок токарно-винторезный настольный. Назначение, область примененияНастольный универсальный токарный станок ТН-1М — это модернизированный станок ТН-1. Предназначен для выполнения всех видов токарной обработки деталей из металла, древесины, пластмассы.
В ТН-1М применено консольное крепление лобзика принципиально новой конструкции, что позволяет маневрировать деталью при обработке и не ограничивает ее размеры.
Усовершенствовано приспособление для глубокого сверления.
Дополненный револьверной головкой и цанговым патроном, ТН-1М может тиражировать однотипные детали в полуавтоматическом режиме.
С помощью универсальных устройств и приспособлений можно производить точение, сверление, нарезание наружных и внутренних резьб, проточку конусных поверхностей, выполнение наружных и внутренних канавок, внутреннюю и наружную расточку отверстий и диаметров.
Станок используется в бытовых и производственных условиях.
Станок ТН-1М является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ при массе детали до 5 кг, в том числе:
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками - он прост в эксплуатации, надежен и долговечен.
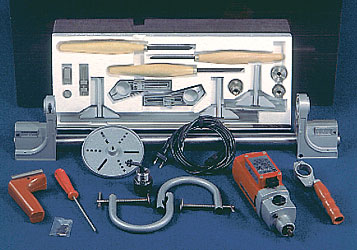
Станок имеет несколько вариантов комплектования:
Набор приспособлений, расширяюших возможности станка при проведении токарных работ по заказу потребителя:
Дополнительные принадлежности, входящие в комплект поставки служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка, токарно-центровое, фрезерно-сверлильное, шлифовальное, фуговальное, заточное, для работы лобзиком, для работы дисковой пилой, расточное.
РезцедержкиВ комплект поставки входят две резцедержки
С помощью подвижной резцедержки. смонтированной на каретке можно обрабатывать конусные поверхности и нарезать резьбы.
В каретке расположены два винта, которые с помощью сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта 5 в основании каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки 1
ВНИМАНИЕ! После разворота каретки на требуемый угол необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше.
Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна.
Задняя бабкаС помощью задней бабки можно производить обработку изделий в центрах.
При этом заднюю бабку устанавливают и фиксируют с учетом длины обрабатываемой детали. Один конец детали зажимают в каком либо приспособлении (трехкулачковый патрон, поводковый патрон) установленном на шпинделе, а второй конец детали поджимают центром (подвижным или НЕ подвижным) Поджим осуществляется перемещением пиноли 2 от маховика 5. После поджима пиноль зажимается сухарем 6.
Центр задней бабки может также служить для поджима других приспособлений входящих в комплект станка.
Цанговый зажимЗажим состоит из втулки 1, цанги 3 и гайки 2.
Втулка с цангой вставляются в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.
Фрезерно-сверлильное устройство токарного станка ТН-1МУстройство представляет собой стойку 3, по направляющим которой перемещается стол 4. Перемещение осуществляется вращением маховичка 1 жестко связанного с ходовым винтом 2.
Заготовка крепится к столу прихватами 11 с помощью шпилек 10, гаек 9, винтов 8 и сухарей входящих в Т-образные пазы стола. Для того, чтобы наладить станок на фрезерные или сверлильные работы необходимо стойку закрепить на суппорте станка с помощью планок 6 и винтов 5, как это показано на рис. 16.
ТН-1М Габариты рабочего пространства токарного станка. Эскиз суппорта


При работе с прутком на суппорте устанавливается солдатик, состоящий из винта 1, стойки 2 и гайки 3. В стойке 2 крепится винтом 1 отрезкой резец.
Схема кинематическая токарно-винторезного станка ТН-1М
В этой цепи вращение шпинделя осуществляется от электродвигателя 1 через клиноременную передачу. Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 271 об/мин) можно получить, если шкив 2, жестко сидящий на валу электродвигателя 1, соединить ремнем с промежуточным шкивом 4, а тот, в свою очередь по ручью «а»— со шкивом 5, свободно вращающимся относительно вала электродвигателя 1, Со шкива 5 по одному из двух свободных ручьев «в» или «с» вращение передается непосредственно на шкив 6, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 5 прямо на шкив 6, минуя промежуточные шкивы 4 и 5.
Еще две ступени 525 и 1000 об/мин) можно получить, если на шкив 2 надеть сменный шкив 3, чтобы торец, на котором имеются кулачки, был обращен наружу Со шкива 3, как и в первом случае, вращение передается на промежуточный шкив 4, а с него, по ручью «в» на шкив 5, который передает вращение шкиву 6 по ручьям «а» или «с».
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин) получаются, если вал электродвигателя 1 соединить со шкивом 5 через шкив 3 с помощью кулачков, имеющихся на одном из торцев последнего. Тогда по любому из четырех ручьев вращение можно передавать на шкив 6.
Цепь привода подачПеремещение суппорта вправо и влево осуществляется ходовым винтом VII.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на кем зубчатым колесом 7.
Через зубчатое колесо 8 вращение передается зубчатыми колесами 9 и А, далее на промежуточный валик VI. Имеется два варианта передачи вращения на этот валик:
Первый вариант используется для осуществления подачи при обычном точении, второй при нарезании резьбы.
С валиком VI жестко связано зубчатое колесо 11. С этого колеса на колесо 14, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 12 и 13 и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 11, что обеспечит перемещение суппорта вправо. Все три колеса 11, 12 и 13) смонтированы на поворотном устройстве 12 и находятся в постоянном зацеплении с центральным зубчатым колесом 10. Таким образом, можно осуществлять перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.
Имеется также возможность отключать подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес 7 и 8 с помощью того же поворотного устройства.
Поперечное перемещение суппорта осуществляется от маховичка 38 через винт VIII.
Кинематическая цепь револьверной головкиПеремещение корпуса револьверной головки осуществляется при вращении штурвала 25 через передачу зубчатое колесо 26 рейка 27 Зубчатое колесо 26 закреплено на оси штурвала 25, а рейка 27 на салазках револьверной головки.
Поворот инструментального диска 39 на одну позицию осуществляется следующим образом. При перемещении корпуса револьверной головки вправо одно плечо рычага 29, упирается в упор 30 закрепленный в салазках револьверной головки и рычаг 29, поворачиваясь вокруг своей оси вторым плечом выводит фиксатор 31 из зацепления с звездочкой 38. При этом сжимается пружина 32. При дальнейшем перемещении корпуса 28 револьверной головки упор 34 входит в один из шести винтовых пазов барабана 33. При этом барабан 33 начинает поворачиваться. Одновременно поворачивается вал X синхронно с барабаном 33 и через конические зубчатые колеса 36, 37 вал IX с инструментальным диском 39 и звездочкой 38. При дальнейшем движении вправо рычаг 29 соскакивает с упора 30 и пружина 32 заводит фиксатор 31 в соответствующую впадину звездочки 38 фиксируя инструментальный диск револьверной головки 39. Одновременно поворачивается и барабан 35 с регулируемыми упорами. При этом напротив упора 34 располагается соответствующий упор. При движении влево барабан 33 вращается упором 34 в обратном направлении. Кулачки муфты проскальзывают, отжимая пружину 36. Упор 34 выходит из паза кулачка 33. При дальнейшем движении влево осуществляется рабочий ход.
Кинематическая цепь подвижной резцедержкиПеремещение подвижной резцедержки осуществляется от маховичка 39 через винт XI.
Кинематическая цепь задней бабкиПеремещение пиноли задней бабки осуществляется от маховичка 40 через винт XII.
ТН-1М Привод шпинделя и сменные зубчатые колеса цепи привода подач

Гильотинные ножницы Технические характеристики: 1. Привод гильотинных ножниц - гидравлический 2. Габаритные размеры, мм LxBxH - 3200х1000х2000 3. Производительность, в мин - до 15 4. Ширина/толщина заготов .
Линия поперечной резки и зиговки стальной ленты Технические характеристики Ширина разрезаемого рулона 400 мм. Внутренний диаметр устанавливаемого рулона 480-550 мм. Толщина металла 0,05-0,1 мм. Шаг подачи (регулируемый) 4-10 мм. Точность под .
Установка продольной резки мерных листов Предназначена для продольной резки металлических, пластиковых и других листовых материалов. Получение полос требуемой ширины обеспечивается регулировкой расстояния между режущими роликами. Разрезаемы .
Станок отрезной (вулканитовая резка) Применяется на слесарных и заготовительных участках для резки заготовок (пруток, уголок, швеллер и т.п.) вулканитовым кругом. .
Ленточнопильные станки DoAll (USA), Carif (Italy) со склада Компания KOSCO представляет продукцию для обработки металлов – ленточнопильные станки, предназначенные для резки металла, ведущих Европейских и Американских производителей. Вся предлагаемая продукц .
Станок универсальный токарный настольный ТН-1МПродажа настольных станков ТН1, ТН2 со склада (СПб, Москва, Челябинск, Ростов-на-Дону) от производителя, производство на заводах-изготовителях и поставки
Прайс-листы с ценами на токарные станки ТН1, ТН2 запрашивайте в отделе станочного оборудования.
Настольный токарный станок ТН1, ТН2 предназначен для различных видов механической обработке изделий из металла, древесины, пластмасс. Станок позволяет точить, сверлить и нарезать метрическую резьбу. Устройства, входящие в комплект станка ТН2, дополнительно позволяют растачивать и фрезеровать металл, точить, фуговать и пилить древесину, производить заточку режущего инструмента.
Полый шпиндель станка позволяет использовать в качестве заготовки прутковый материал.
Токарный станок настольный ТН1, ТН2 - товар народного потребления, но он может быть использован и на промышленных предприятиях, в школьных мастерских, в кружках и клубах.
Работая на станке, владельцы смогут приобретать необходимые навыки при обработке различных материалов, заполнить досуг и развить изобретательность.
Технические характеристики настольного токарного станка ТН1 ТН2
НАСТОЛЬНЫЙ ТОКАРНЫЙ СТАНОК ТН1