


Категория: Бланки/Образцы
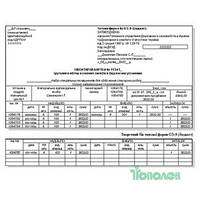
Арматурная сталь, поступающая на предприятия сборного железобетона, должна иметь заводской сертификат с указанием ее вида, класса и номера ГОСТа. Если сталь не имеет сертификата, необходимо произвести ее испытание и по полученным характеристикам определить ее класс. Порядок контроля качества арматурной стали должен соответствовать требо - ваниям, ГОС Т 8829—58.'
ОсновнышГТгоказателями качества арматурной стали являются ее механические характеристики — величины временного сопротивления и предела текучести при растяжении, относительное удлинение при разрыве и удовлетворительные испытания на загиб или перегиб в холодном состоянии. Для стали, подлежащей сварке, важным показателем ее качества является свариваемость.
Для армирования сборных железобетонных изделий не допускается сталь, покрытая отслаивающейся ржавчиной или окалиной, а также маслом, краской и др. Арматурную сталь хранят в штабелях на прокладках или на стеллажах рассортированной по партиям, маркам и диаметрам; на бухтах и пачках стержней следует сохранять заводские бирки.
Контроль качества арматуры имеет большое значение, так как в готовом железобетонном изделии проверить ее качество очень трудно, устранить же дефекты невозможно. Необходимо систематически проверять соответствие арматурных каркасов* и сеток рабочим чертежам и техническим условиям, а также качество стыков и сварных узлов.
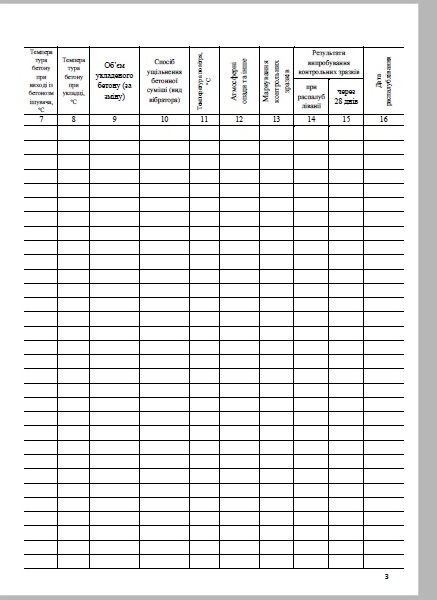
Контроль заключается в проверке марки стали (по сертификатам), числа и диаметров стержней, их формы, размеров и взаимного расположения, а также общих размеров и формы каркаса. Допускаемые отклонения от проектных размеров для сварных сеток и каркасов строго ограничены нормами (допуски, Мм):
Размеры сварных сеток и плоских каркасов при протяженности в данном направлении:
TOC o "1-5" h z То же, по ширине сеток и высоте каркасов. 10
Расстояние между стержнями. 5
Прямолинейность сеток и каркасов (в плоскости' изделия и в перпендикулярном к ней направлении
При стержнях диаметром до 12Мм. 10
Приемка каркасов и сеток может производиться п о ш т уц - н о или выборочно (партиями) в зависимости от вида оборудования и степени механизации арматурного цеха. Партия состоит из однотипных изделий (одинаковых конфигураций, " марки и диаметра стали). Объем партии и число изделий, подвергаемых контролю, определяется техническими условиями на изготовление изделий. Если в партии не будет соответствовать проекту хотя бы в одном арматурном каркасе марка стали, число стержней или диаметр арматуры, приемка всех каркасов данной партии производится поштучно.
Проверка качества сварки должна производиться в соответствии с техническими условиями или инструкциями по контролю сварных соединений. Для контроля сварных соединений арматуры от каждой партии отбирают по три контрольных однотипных образца, которые подвергают испытаниям на разрыв до разрушения. Стыковые соединения, выполненные контактной сваркой из горячекатаных сталей диаметром до 32 Мм (кроме упрочненных холодными способами, а также сталей марки 30ХГ2С), допускается проверять на загиб в холодном состоянии вместо испытаний на разрыв. Загиб производится на 90е вокруг оправки; если при этом не появятся разрушения, и трещины, сварное соединение считается хорошим.
Часто плохое качество каркасов и сеток является следствием неудовлетворительного хранения их на промежуточных складах. При неправильной укладке отрываются стержни в местах сварки, нарушается геометрическая форма каркасов и сеток. Это обстоятельство необходимо учитывать при контроле и устранить брак.
Как с нами связаться:Украина:
г.Александрия
тел. +38 05235 7 41 13 Завод
тел./факс +38 05235 77193 Бухгалтерия
+38 067 561 22 71 — гл. менеджер (продажи всего оборудования)
+38 067 2650755 - продажа всего оборудования
+38 050 457 13 30 — Рашид - продажи всего оборудования
e-mail: msd@inbox.ru
msd@msd.com.ua
Скайп: msd-alexandriya
Схема проезда к производственному офису:
Схема проезда к МСД
Представительство МСД в Киеве: 044 228 67 86
Дистрибьютор в Турции
и странам Закавказья
линий по производству ПСВ,
термоблоков и легких бетонов
ооо "Компания Интер Кор" Тбилиси
+995 32 230 87 83
Теймураз Микадзе
+90 536 322 1424 Турция
info@intercor.co
+995(570) 10 87 83












Под арматурными работами подразумевают комплекс мероприятий, состоящих из: изготовления, укладки в форму или установки на место проведения бетонных работ деталей арматуры и изделий. Технология арматурных работ включает в себя три этапа:
При выполнении арматурных работ следует соблюдать технику безопасности. Основных ошибок можно избежать, наняв квалифицированных и ответственных рабочих, правильно подготовив территорию и соблюдая правила и требования взаимодействия с механизмами. Также предотвратить несчастные случаи при выполнении работ поможет технологическая карта на арматурные работы, регламентирующая правила безопасности на площадке.
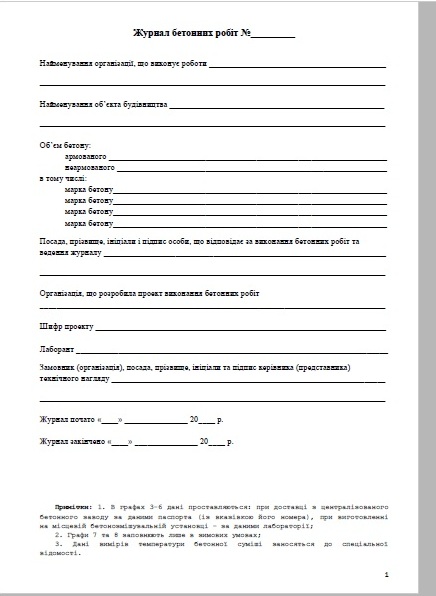
Скачать образец журнала арматурных работ можно по этой ссылке (откроется в новой вкладке).
Требования к арматурной сталиПриобретать арматуру необходимо в соответствии со спецификацией проекта, в которой перечислены марка, диаметры, вес требуемых элементов. Вся продукция должна сопровождаться сертификатами качества.
Предназначенную для работ арматурную сталь проверяют на соответствие следующим требованиям:
Арматуру перед использованием нужно проверить на способность к деформации. Простейшим испытанием служит загиб стержней на 180 o С без нагрева. Сталь считается прошедшей испытание, если на внешней стороне не образовались трещины.
Подготовительный этап арматурных работ при бетонировании
Начальный этап производства арматурных работ состоит из ряда операций, от правильного и тщательного выполнения которых во многом зависят эксплуатационные свойства строящейся конструкции.
До начала заготовки арматурных элементов необходимо определиться с точной длиной, которую должны иметь арматурные стержни. Детально разработанные арматурные чертежи содержат все необходимые сведения о размерах.
Бетонировать или забивать столбы для забора? Конечно, первое! Прочтите тут полное руководство о бетонировании заборов.
На рабочих эскизах изгибы стержней изображены без закруглений, а в строительных условиях закругления должны быть плавными. Самые распространенные радиусы перегибов равны 10-15 диаметрам стержня.
Если возникла необходимость замены марки арматурной стали, то необходимо соблюдать следующее правило. Рассчитанная площадь сечения арматуры должна измениться в обратно пропорциональной зависимости изменению расчетного сопротивления фактически применяемой стали от запроектированной.
При замене диаметра сечения стержня с сохранением проектной марки стали суммарная площадь арматурных стержней должна сохраниться прежней.
Подготовительные работы включают следующие важные операции:

Подготовительные арматурные работы, производимые на строительной площадке:
Складирование должно производиться отдельно по маркам и размерам арматурных элементов. Во избежание развития коррозионных процессов контакт металлоизделий с почвой и попадание на них осадков необходимо исключить.
Виды сварочных работ по соединению арматурных деталей в единое изделиеОсновным типом соединения арматурных элементов в изделие является сварка, осуществляемая с помощью различных видов оборудования для арматурных работ.
Соединение арматуры методом сварки приводит к частичному изменению структуры стали в области шва. Поэтому места соединений могут стать слабыми частями стержней арматуры. Следовательно, проведение сварочных работ неопытным специалистом может привести к созданию недостаточно прочного каркаса, который не способен выдерживать запроектированные нагрузки.
Способы механического соединения элементов арматурыСоздание арматурной сетки или каркаса методом вязки не требует от работника, выполняющего этот процесс, особых практических навыков и высокой квалификации.
Для вязки элементов арматуры используют отрезки проволоки после термической обработки — отжига, диаметром 0,8-1,0 мм, длиной до 100 мм. В зависимости от размера сечения элементов арматуры и места расположения узлов вязку различают на: простую, угловую, двухрядную, крестовую, двойную, мертвую.


Строительство любого здания, кроме малых архитектурных форм, никак не обходится без использования арматуры.
Арматурная сталь выполняет массу задач, основная из которых – помощь в формировании железобетонных конструкций. Выпускается она в большом количестве вариаций. Классификация арматуры подразумевает деление ее на разные типы, предназначаемые для разных, иногда прямо противоположных требований.

Стальная арматура для строительных каркасов
В этой статье мы рассмотрим, что такое классы арматуры, какими они бывают, как определить правильный арматурный класс и т.д.
1 Особенности и назначениеСтоит понимать, что использование арматуры, классов и ее разновидностей – сфера довольно широкая. Применяют ее для разных задач, в том числе не только строительных.
Основное направление – сборка несущих каркасов железобетонных конструкций. Сама суть железобетонных конструкций заключается в сочетании арматурных каркасов и монолитного бетона.
Без внутреннего металлического стержня бетон быстро растрескивается и разрушается. Если же в нем присутствует строительная арматура, то все меняется.
Читайте также: обзор стеклопластиковой арматуры. список плюсов и минусов, сфера применения.
Прочность железобетонных конструкций в разы выше, их можно ставить в положение с разносторонне направленными нагрузками и т.д.
Также арматурная сталь и создаваемая из нее строительная арматура задействуется, когда надо выполнить какие-либо серьезные монтажные работы, что-то закрепить или зафиксировать в одном положении.
Применяется строительная арматура и в других, более специфичных целях.
к меню ^
Строительная сфера огромна, в ней легко запутаться даже профессионалу. Большое количество задач требует большого количества разных по своей структуре и назначению материалов, и строительная арматура – не исключение.
Классификация арматуры была придумана как раз для всевозможного упрощения и унификации процессов.
Класс арматуры или класс арматурной стали – это специальное обозначение, так называемая маркировка, обозначающая предельные прочности стержня, его допустимые размеры, определение задач и т.д.
Ориентироваться во всем том разнообразии, которое нам предлагает строительная арматура, позволяет таблица арматурных классов.
Таблица эта очень проста, и содержит в себе несколько колонок. В первой маркировка, а дальше указываются ее параметры:

Таблица арматурны классов
Таблица бывает короткой и расширенной. Таблица крупного образца может содержать в себе массу параметров, для простых обывателей совершенно незнакомых, сокращенная таблица содержит только краткий минимум необходимой информации.
к меню ^
Арматурная сталь и стержни делятся на конкретные классы, у каждого есть своя маркировка. Есть старые и новые обозначения.
В гражданском и промышленном строительстве используется арматура:
Первой указана, так называемая старая маркировка. Основывается она на старом ГОСТ, который применялся еще в советские времена. Сейчас строители понемногу отходят от него, принимая за основу новые марки.
Читайте также: что относят к фонтанной арматуре. и для чего она необходима?
Тем более что отличий между ними, кроме конечно названия, практически нет. Рассмотрим конкретные различия между классами.
Первые два образца – монтажная арматура. Как вы уже наверняка знаете, стержни имеют разный профиль, от гладкого до рифленого или серповидного.
Гладкий профиль делается только для арматуры ненапряженной, предназначенной для монтажных работ. Устанавливать их в каркас несущих конструкций запрещено. У них не хватит прочности, да и отсутствие граней ухудшает сцепление с бетоном.

Арматура А3 с рифленым профилем
Изделия первого класса имеют диаметр от 6 до 40 мм и гладким профилем. Изделия второго класса выпускаются с рифленым профилем, диаметрам от 10 до 80 мм, а в некоторых случаях и больше.
Арматура А3 и выше выпускается с рифленым профилем. Именно класс А3 считается самым популярным.
Стержни класса А3 обладают уникальным сочетанием прочности, сопротивления напряжением, а также имеют рифленый профиль. Арматурная сталь класса А3 долговечна и очень прочна, ее с лихвой хватает на покрытие большинства строительных задач.
Стоимость арматуры А3 не слишком высокая, в отличие от моделей высоких классов, что тоже хорошо выделяет ее на фоне остальных. Диапазон рабочих диаметров равен 8-40 мм.
В отличие от арматуры А3, класс А4 выдерживает больше нагрузок, и лучше справляется с ролью каркаса для сильно напряженных конструкций, к примеру, фундамента дома .
Классы А5 и А6 в гражданском строительстве своего применения не нашли. Для него они слишком дороги, если так конечно можно выражаться. Предел их рабочих характеристик превышает любые возможные требования и нормы в гражданском строительстве.
Закупают их для промышленности, где необходимо возводить прочнейшие несущие конструкции под масштабные проекты, типа огромных цехов, заводов выдерживающих массу тяжелого оборудования и т.д.
Для производства стержней всех классов в наше время используется арматурная сталь 3-5СП, если подразумеваются стандартные углеродные образцы, и 25Г2С или 35ГС, если нужна сталь легированная
к меню ^
Нами уже были рассмотрены основные виды арматуры, а также таблица классов. Однако на этом различия между ними не заканчиваются. Существуют дополнительные маркировочные знаки, обозначающие те или иные особенности конкретного стержня.
К примеру, запись типа А3К – это определение стержня арматуры класса А3 с дополнительной защитой от коррозии. Добавление марки «К», означает что сталь обработали специальными составами, она будет долговечнее, не поддастся коррозии, по крайней мере, в первое время, но и обойдется вам дороже.

Стойкая к коррозии арматура А4 на складе
Добавление буквы «С», означает что арматура легко сваривается. Различить запись очень легко, достаточно взглянуть на последнюю букву в аббревиатуре. Например, арматура класса А500С. типичный образец сварных строительных стержней.
Тут нужно понимать, что далеко не каждый класс такой арматурной продукции легко соединяется с другими металлами посредством сваривания. В некоторых ситуациях сталь плохо держит сварку, да и не всегда такие задачи перед ней стоят.
Вязка большинства арматурных каркасов сводится к соединению стержней проволокой или муфтами . Сварке в ней отводится второстепенная роль.
Это впрочем, не значит, что можно обойтись совсем без сварных изделий, для чего и придумали выпускать дополнительный подкласс, предназначенный в том числе, и для удобного сваривания с другими металлоконструкциями.
Есть и другие, менее популярные элементы аббревиатуры, но их мы рассматривать не будем. Интересующимся, поможет полная таблица классов.
к меню ^
Существует и понятие, запорная или трубопроводная арматура. Это отдельная разновидность оборудования, используемая в сантехнике. В ней есть свои классы, в том числе самый важный – класс герметичности.
Класс герметичности влияет на то, насколько качественно узел отрабатывает в трубопроводе. Без герметичности невозможно осуществить сборку нормального трубопровода, поэтому на показатель герметичности, обращают серьезное внимание.
Вам же нужно знать только то, что уровень герметичности узла указывается в его характеристиках, которые можно просмотреть при покупке.
к меню ^
Любая армированная строительная конструкция, так или иначе, состоит из арматуры. Дабы не путаться в типах конструкций и их каркасах, желательно уметь различать стержни на глаз, хотя бы их основные характеристики.

Пример гладкой арматуры класса А1
Такое умение поможет вам в будущем. К тому же, развить его не так сложно. Строительная арматура сильно отличается от промышленной, а стержни первых классов с их отличием в профиле и вовсе распознаются без какого-либо труда.
Все что от вас требуется – запомнить несколько правил, и дальше следовать им каждый раз, когда от вас требуется распознать, что же за продукция лежит под ногами.
В первую очередь смотрим на профиль стержня. Гладкий профиль – это всегда первый, реже второй класс. Изделия третьего и выше класса с гладким профилем не выпускаются вообще. Соответственно, рифленый профиль – свидетельство того, что перед вами арматура класса А3 или выше.
Дальше смотрим на диаметр, вес и протяжность. Образцы класса А3 и А4 имеют сходные диаметры, но последний, как правило, крупнее, делается из более качественной стали.
Промышленные изделия классов А5 и А6 легче определить, когда вы их уже видели. Но в общих чертах и можно описать, как укрупненная сталепрокатная продукция, с большой длиной и укрупненным серповидным или кольцевым профилем.
Выучив эти простые правила, вы научитесь отличать один класс от другого, без привлечения документации. Все остальное придет с опытом.
Железобетон – это строительный материал, в котором объединены вместе бетон и стальная арматура.
Арматуру располагают в растянутой зоне конструкции для восприятия растягивающих напряжений.
Сжимающие напряжения передаются на бетон.
Соединение бетона и стальной арматуры обеспечивает высокую прочность железобетонной конструкции при сжатии, растяжении и изгибе.
В отдельных случаях арматуру применяют для усиления бетона против сжимающих усилий, для восприятия усадочных, температурных, транспортных и других временных и постоянных нагрузок.
Достоинства монолитного железобетона во многом определяет рациональное армирование.
Для монолитных конструкций тип арматуры выбирается с учетом особенностей работы этих конструкций, их размеров и конфигурации, а также технологии и организации работ по возведению монолитных зданий и сооружений.
При назначении методов армирования учитывается технологичность установки, которая определяет трудоемкость, количество немеханизированного труда, интенсивность выполнения работ.
В составе комплексного процесса выполнения конструктивных элементов здания арматурные работы составляют 17-30% стоимости и 15-25% трудоемкости.
Анализ затрат труда на арматурные работы показывает, что до 15% общей трудоемкости работ приходится на операции по сборке и сварке арматуры, из них около 60% работ выполняется вручную.
Арматура железобетонных конструкций классифицируется по назначению, по условиям работы, по способу изготовления.
По назначению - на арматуру рабочую. которая воспринимает, главном образом, растягивающие усилия, возникающие в процессе эксплуатации конструкций, распределительную - для распределения усилий между рабочей арматурой, закрепления стержней в каркасе и обеспечения их совместной работы, монтажную - для обеспечения проектного положения отдельных стержней при сборке плоских и пространственных каркасов, хомуты - для восприятия поперечных усилий и предотвращения косых трещин в бетоне.
По условиям работы арматуру подразделяют на ненапрягаемую и напрягаемую.
Ненапрягаемую арматуру применяют в обычных железобетонных конструкциях, а также в предварительно напряженных, где она является нерабочей.
В качестве напрягаемой рабочей целесообразно применять арматуру из высокопрочной стали, которая может воспринимать максимальные растягивающие силы.
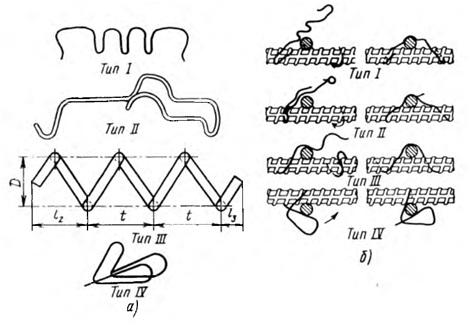
По способу изготовления арматуру подразделяют на стержневую и проволочную.
Стержневую и проволочную арматуру выпускают гладкой и периодического профиля.
Стержневую арматуру подразделяют на следующие виды :
- горячекатаную (классов А-I; А-II А-III, А-IV; А-V);
- термически упрочненную (классов Ат-IV; Ат-V; Ат-VI);
- упрочненную вытяжкой (классов А-IIв и А-IIIв).
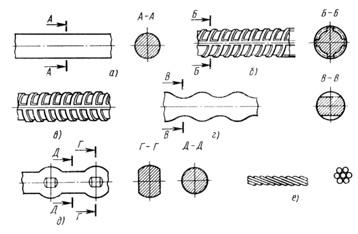
а – гладкая круглая; б, в – горячекатаная периодического профиля, классов А-II и А-III; г, д – сплющенная проволока; е – прядевая семипроволочная.
Проволочную арматуру подразделяют на следующие виды :
- арматурную проволоку из низкоуглеродистой стали круглую класса В-I и периодического профиля Вр- I, из углеродистой стали (высокопрочную) круглую класса В-II и периодического профиля Вр-II;
- арматурные пряди и канаты.
Арматурные пряди семипроволочные класса К-7 и 19-проволочные класса К-19, а также канаты двухпрядевые класса К-2, трехпрядевые – К-3 и многопрядевые – Кп.
Арматурные стали классов А-I, А-II, А-III, В-I, Вр-I используют в качестве ненапрягаемой арматуры в обычных и преднапряженных конструкциях.
Железобетонные конструкции армируют арматурными изделиями заводского и построечного производства :
- плоскими и гнутыми сетками;
- плоскими и пространственными каркасам;
- различными типами закладных деталей.
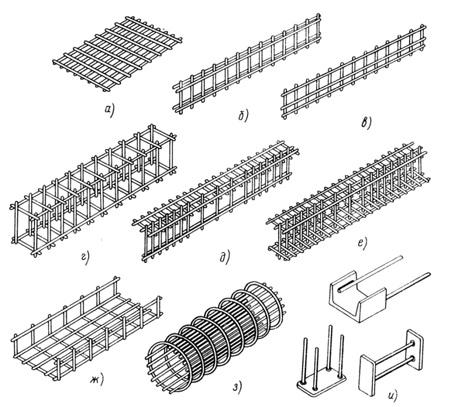
а – плоская сетка; б, в – плоские каркасы; г – пространственный каркас; д - пространственный каркас таврового сечения; е - то же, двутаврового сечения; ж - гнутая сетка; и - то же, криволинейного сечения; к – закладные детали.
Часть арматурных изделий в настоящее время унифицированы.
В ЦНИИпромзданий и ЦНИИОМТП разработаны унифицированные арматурные сетки и примеры армирования различных конструкций с использованием их.
Оптимальная длина сеток, мм, при ширине, мм
Некоторые арматурные изделия унифицированы, а их производство централизовано.
К таким изделиям относят тяжелые и легкие сетки.
Тяжелые сетки изготавливают с рабочей арматурой одного направления диаметром 12, 14, 16, 18, 20, 22 и 25 мм с шагом 200 мм и монтажной арматурой диаметром 8, 10 и 12 мм с шагом 600 мм.
Рабочая арматура выполняется из стали классов А-II и А-III, монтажная - из стали класса А-I.
Размерный модуль сеток принят равным 300 мм.
Для изготовления легких сеток используют проволоку диаметром3,4 и 5 мм классов Вр-I и В-I и горячекатаную сталь диаметром 6 и 8 мм класса А-III.
Сетки изготовляют в виде плоских элементов и в рулонах.
Длина плоских сеток 9 м, рулонные сетки выполняют шириной от 1 до 3,8 м и массой рулона от 900 до 1300 кг.
Конструкции армируют как плоскими отдельными сетками, так и пространственными каркасами, собранными из унифицированных сеток.
Плоские сетки поставляют пакетами, рулонные - рулоном массой 100-150 кг с внутренним диаметром не менее 500 мм.
Согласно размерам и типам бетонируемых конструкций составляют подбор сеток, план их раскладки, при необходимости производят резку сеток по необходимым размерам, соединяют сетки внахлестку с соответствующими размерами перекрытий стержней.
Пространственные каркасы собирают из унифицированных тяжелых и легких сеток и стержней в виде замкнутых, прямоугольных и криволинейных конструкций, а также с переменным сечением по длине.
Металлические закладные детали различной конфигурации выполняют из стальных пластин, к которым приваривают анкерные стержни для закрепления их в бетоне. Закладные детали изготавливают из арматурной стали классов А-I..А-III.
Для плоских элементов применяют горячекатаную листовую, полосовую и фасонную стали марки Ст3.
Закладные детали защищают от коррозии.
От метода антикоррозионной защиты закладных деталей зависит надежность и долговечность сооружений.
Применение лакокрасочных покрытий (масляная краска на железном сурике, эмаль и лак) не обеспечивает надежной защиты.
В таких покрытиях образуются трещины и в местах их образования возникает интенсивная коррозия металла, которая по истечении некоторого времени существенно ослабляет стыковое соединение.
Более эффективным методом защиты от коррозии является оцинкование стали.
Цинк обладает большим отрицательным электрохимическим потенциалом, поэтому в присутствии влаги между слоем защищаемого металла и цинка образуется гальванический элемент, в котором цинк растворяется и защищает сталь от коррозии.
Оцинкование закладных деталей выполняют гальванизацией, металлизацией или горячим способом.
В местах с повышенным содержанием сернистых соединений, например в городах, а также после выполнения сварки, разрушающей покрытие, оцинкование производят методом металлизации : закладные детали очищают от коррозии пескоструйными аппаратами, затем распылением наносят слой расплавленного цинка.
Для металлизации используют электрические и газопламенные металлизаторы.
1.2 Производство арматурных работ на стройкеСостав арматурных работ
Комплексный технологический процесс производства арматурных работ на строительной площадке состоит из отдельных простых процессов и операций :
- транспортирование арматуры на объект, ее сортировка и складирование;
- строповка арматурных каркасов и сеток; установка каркасов в проектное положение и временное закрепление;
- соединение арматурных изделий между собой нахлесткой, вязкой или сваркой;
- установка закладных деталей.
Арматурные работы в условиях строительной площадки имеют определенную специфику из-за :
- сложности очертаний монолитных железобетонных конструкций; разнообразия конструкций;
- необходимости сборки и установки арматуры на различной высоте и в условиях, затрудняющих организацию рабочего места арматурщика;
- необходимости совместной работы арматурщика с машинистом крана, бетонщиками и рабочими других смежных профессий;
- необходимости вести ручную дуговую электросварку в процессе монтажа и укладки арматуры.
Перед бетонированием установленную арматуру тщательно проверяют на соответствие рабочим чертежам и требованиям СНиП 3.03.01-87. По результатам проверки составляется акт на скрытые работы.
Транспортирование и складирование арматурных изделий
При транспортировании и погрузочно-разгрузочных работах необходимо принимать меры, предохраняющие арматурные изделия от разрушений и деформаций, разрывов сварных соединений, искривления сеток, каркасов или отдельных стержней.
Арматурные стержни (прямые и гнутые) перевозят связанными в пачки, сетки и каркасы - пакетами по несколько штук.
Пространственные армокаркасы необходимо надежно закреплять на транспортных средствах, чтобы исключить возможность их деформации под действием собственного веса и толчков.
В местах возможных повреждений пространственные каркасы при транспортировании усиливают временными креплениями.
Арматура должна поставляться на строительную площадку комплектно и складироваться на приобъектном складе или сборочно - комплектовочном участке в соответствии с последовательностью подачи ее на установку в опалубку или в соответствии с проектом производства работ.
При складировании арматурных каркасов и сеток их необходимо опирать на подкладки и прокладки, расстояние между которыми должно исключать остаточные деформации в арматуре, а высота их должна быть несколько больше габаритов строповочных устройств.
Высота штабеля должна быть не более 1,5 м. Штабеля арматуры размещают так, чтобы между ними были проезды для транспорта и проходы для людей.
При приемке арматуры на приобъектном складе проверяют: наличие бирок на арматурных элементах; наличие сертификата на каждую партию арматуры, в котором изготовитель гарантирует соответствие изделий и соединений в них проекту.
Арматура до подъема и установки должна быть очищена от грязи, наледи, ржавчины. Поднимаемые элементы должны иметь маркировку и метки, указывающие места строповки.
Такелажные работы и подача арматуры к месту монтажа
Во избежание повреждений арматурных заготовок при монтаже строповать их следует в строго определенных точках.
Места строповки длинномерных и пространственных элементов должны быть определены проектом производства работ и отмечены на каркасах несмываемой краской.
Сетки стропуют в четырех точках с помощью пространственной траверсы, армокаркасы - с помощью двухветвевых стропов или траверс.
Арматуру можно устанавливать только после проверки опалубки, подписания акта и составления на нее исполнительной схемы.
Необходимо проверить установку закладных деталей, труб и других элементов, остающихся в бетоне.
Монтаж арматуры ведут специализированные звенья арматурщиков.
Состав и количество звеньев определяются видом монтируемой арматуры и объемом работ.
Последовательность установки арматуры должна быть такой, чтобы ранее установленные элементы не затрудняли последующий монтаж, и была обеспечена устойчивость установленной арматуры.
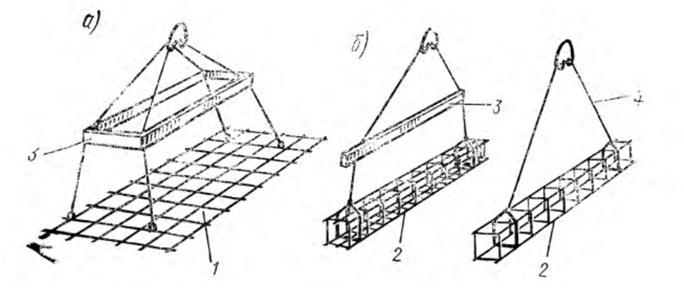
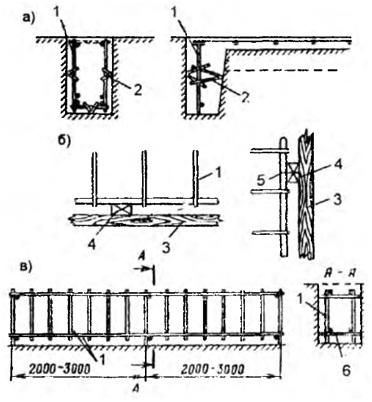
Строповка арматурных заготовок при монтаже:
а – сварных сеток; б - армокаркасов; 1 – сетка; 2 – армокаркас; 3 – траверса; 4 – двухветвевой строп
Установка арматуры при возведении монолитных железобетонных конструкций
При возведении монолитных железобетонных конструкций применяют два способа установки арматуры: отдельными элементами (стержнями); укрупненными элементами (каркасами и сетками).
При укладке арматуры отдельными стержнями пространственное положение арматуры в конструкции существенно влияет на технологию армирования.
Установка рабочей арматуры в конструкции имеет несколько видов :
- вертикальное расположение рабочей арматуры (колонны);
- горизонтальное расположение рабочей арматуры (балки, прогоны, ригели);
- взаимно перпендикулярное расположение стержней рабочей арматуры в горизонтальной плоскости (фундаментные плиты, перекрытия);
- взаимно перпендикулярное расположение стержней рабочей арматуры в вертикальной плоскости (стены жесткости, ядра жесткости, стены).
Все операции при укладке арматуры отдельными стержнями организационно разделены внутри звена: арматурщик 5-6-го разрядов выполняет только вязку арматуры, а рабочие 2-3-го разрядов раскладывают стержни и помогают их вязать.
При выполнении этих операций рабочие перемещаются по фронту укладки.
Перед началом работ должны быть изучены рабочие чертежи, предложена организация труда, рабочие - обеспечены необходимыми приспособлениями и инструментом.
При армировании плит перед раскладкой стержней и вязкой узлов на опалубке размечают места укладки элементов.
Если арматура плиты имеет стяжки между верхней и нижней сетками, то один из концов стяжки оставляют в вертикальном положении, загибая торчащие концы.
Железобетонные вертикальные стены и перегородки лучше всего армировать с подвижных подмостей.
До установки арматуры, пользуясь шаблоном, размечают места расположения вертикальных и горизонтальных стержней.
При разметке арматурщик прибивает к опалубке через 1. 1,5 м по высоте гвозди, к которым в дальнейшем крепят вертикальные стержни.
Эти стержни устанавливают первыми, а затем ставят горизонтальные с одновременной вязкой мест пересечения.
Узлы вяжут в шахматном порядке (кроме двух крайних стержней по контуру).
При ручной установке отдельных стержней и их вязке состав звена арматурщиков зависит от вида конструкции и ее сложности, а также от диаметра стержней.
Если стержни соединяют сваркой, то в составе звена должен быть электросварщик ручной сварки.
Монтаж сеток и каркасов выполняется с применением крана.
Если масса арматурного элемента составляет не более 100 кг, то непосредственно к конструкции подача осуществляется пакетами.
Далее сетки и каркасы рабочие разносят вручную и укладывают их на прокладки.
При массе одного армоэлемента более 100 кг доставка к месту установки производится краном по несколько штук сразу, а затем краном осуществляется их раскладка в проектное положение.
Стыки рабочей арматуры диаметром до 32 мм в сварных и вязаных каркасах выполняют внахлестку без сварки. При диаметре стержней 32. 40 мм такие стыки не рекомендуются, а свыше 40 мм - не допускаются. Не допускается также устройство стыков внахлестку без сварки элементов, сечение которых полностью растянуто, а также в тех случаях, когда применяют арматуру и стали классов А-IVк и А-IIIв.
При стыковке сварных сеток и каркасов внахлестку без сварки перепуск нахлестки принимают по табл.
Длина перепуска LH сварных сеток и каркасов из стержней диаметром до 32 мм при стыковании их внахлестку без сварки
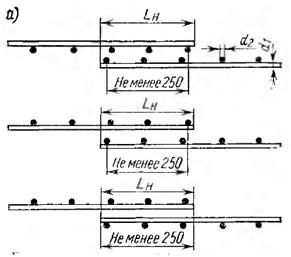
Стыки сварных сеток, выполненныхвнахлестку без сварки:
а - для гладких стержней; б - для стержней периодического профиля; в - в нерабочем направлении с перепуском: г - в нерабочем направлении с дополнительной сеткой; LH -длина нахлестки; d1 - диаметр рабочих стержней; d2- диаметр распределительных стержней; d3- диаметр распределительных стержней дополнительной сетки
Для сварных каркасов стыковка внахлестку допускается только при одностороннем расположении рабочих стержней арматуры.
При стыковке сварных сеток из круглых гладких стержней в каждой сетке в пределах стыка должно быть расположено не менее двух поперечных стержней.
При стыковке сеток из стержней периодического профиля приварка поперечных стержней в пределах стыка не обязательна, но в этом случае длину нахлестки увеличивают на пять диаметров.
Стыки стержней в нерабочем направлении (поперечные монтажные стержни) выполняют с припуском, равным 50 мм при диаметре распределительных стержней до 4 мм и 10 мм при диаметре более 4 мм.
При диаметре арматуры 16 мм и более сварные сетки в нерабочем направлении укладывают впритык друг к другу, перекрывая стык специальными стыковыми сетками, укладываемыми с перепуском в каждую сторону не менее 15 диаметров распределительной арматуры, но не менее 100 мм.
Сварные сетки в нерабочем направлении можно укладывать впритык без нахлестки и без дополнительных стыковых сеток в следующих случаях: при укладке сварных полосовых сеток в двух взаимно перпендикулярных направлениях; при наличии в местах стыка дополнительного конструктивного армирования в направлении распределительной арматуры.
Cтыковку рабочих стержней на месте установки сварных сеток и каркасов выполняют дуговой сваркой при их диаметре не менее 6 мм.
Стержни диаметром до 18. 20 мм сваривают с помощью накладки или внахлестку.
Осуществляют также стыковку приваркой стержней сеток и каркасов к общей стальной полосе.
В этом случае общая длина фланговых швов на каждом стержне должна быть не менее десяти диаметров приваренного стержня. Соединение стержней диаметром свыше 18. 20 мм выполняют ванной сваркой.
При установке арматуры следует соблюдать размеры защитного слоя, предохраняющего арматуру от коррозии и повышающего сроки ее службы. Толщина защитного слоя бетона в мм. зависит от размеров опалубки, в которую укладывают арматуру.
Толщина защитного слоя бетона
Хомуты должны отстоять от поверхности бетона не менее чем на 15 мм.
Толщину защитного слоя бетона следует увеличивать не менее чем на 10 мм в местах систематического воздействия на бетон кислот, высокой влажности и т.п. а также при повышенных требованиях к огнестойкости железобетонной конструкции.
Защитный слой бетона обеспечивается установкой бетонных или стальных прокладок упоров и поперечных стержней между арматурой и опалубкой.
Такое решение допускается при работе конструкций в сухих условиях.
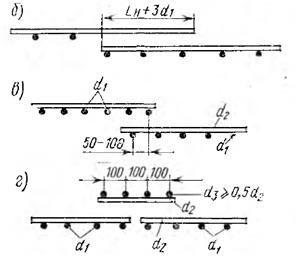
Способы обеспечения защитного слоя:
а - в балках и ребрах плит при помощи упоров; б - в балках и колоннах при помощи бетонных подкладок; в - в балках посредством удлиненных поперечных стержней; 1 - каркас; 2 - отрезки стержней; 3 - опалубка; 4 - подкладки; 5 - вязальная проволока; 6 - удлиненные арматурные стержни
В остальных случаях защитный слой достигается установкой бетонных и пластмассовых фиксаторов, которые привязывают или надевают на арматурные стержни. Наиболее эффективны и удобны в работе пластмассовые фиксаторы.
За рубежом и в отечественной практике для скрепления пересекающихся стержней вместо вязки применяют пружинные фиксаторы (скрепки) различной конструкции.
Применение скрепок снижает утомляемость работающего, повышает производительность труда.
Установку скрепки производят в течение 2. 3 с вместо 7 с при вязке отожженной проволокой.
Скрепки выполняют из стальной пружинной проволоки диаметром 1,6 - 2 мм.
Как зарубежный, так и отечественный опыт позволяет рекомендовать скрепки для применения при изготовлении несварных арматурных элементов.
Соединение пересекающихся стержней скрепками можно осуществлять как в опалубке, так и при предварительной сборке арматурных элементов в кондукторах и шаблонах с последующей их транспортировкой и установкой в опалубку.
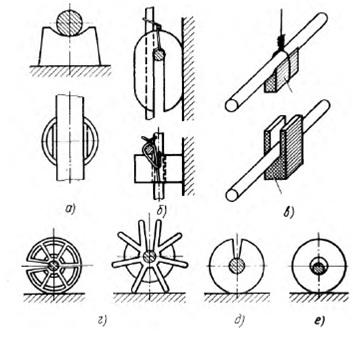
а, б, в – бетонные соответственно в виде усеченного конуса, продолговатой скобы и бетонной подкладки; г, д, е – пластмассовые соответственно решетчатые и цилиндрические в виде разрезных и неразрезных шайб.
а, – виды фиксаторов; б – схемы установки фиксаторов; I, III – при одностороннем соединении арматурных стержней; II, IV – при двустороннем соединении арматурных стержней.
Большой объем арматурных работ занимают вертикальные конструкции (например, стены, фундаменты, колонны).
Их армируют, как правило, пространственными или плоскими каркасами (блоками).
Монтаж таких арматурных изделий состоит из следующих технологических операций :
- разгрузка и подача изделий непосредственно в сооружение или на площадку временного складирования;
- установка в проектное положение с временным раскреплением их сваркой или растяжками;
- установка в проектное положение и окончательное соединение стыков сваркой;
- проверка выполненных работ и сдача их мастеру или производителю работ.
Все технологические операции выполняют с максимальным использованием средств механизации.
Практикой выработан ряд приемов, облегчающих монтаж арматуры.
Так, арматурные каркасы колонн устанавливают в проектное положение при одной или двух открытых сторонах опалубки.
В многоэтажных сооружениях готовые каркасы опускают в коробы опалубки сверху, а вертикальные стержни соединяют с выпускам и арматуры фундамента через нижнее боковое отверстие в опалубке колонн.
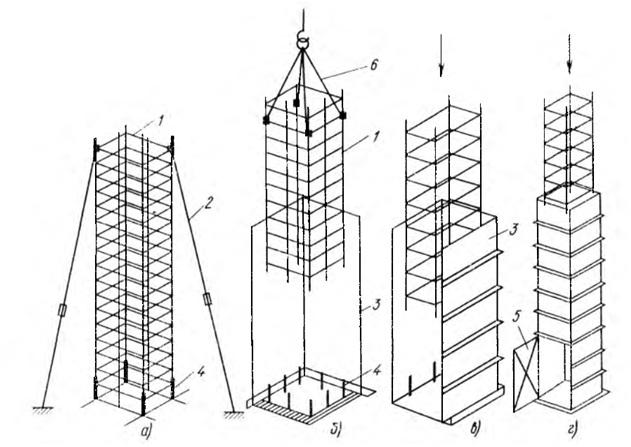
Технологическая схема монтажа арматурных каркасов колонн:
a - установка каркаса в проектное положение с выверкой раскосами, б - то же, в опалубку из двух щитов; в - то же, в опалубку из трех щитов, г - при полностью смонтированной опалубке; 1 - арматурный каркас, 2 - раскосы для выверки и временного крепления, 3 - щиты опалубки, 4 - выпуски арматуры, 5 - съемным шит для устройства стыков арматуры, 6 - строповочное устройство.
Технологическая схема установки тяжелых каркасов 1 фундаментов с использованием монтажного крана 4 и самобалансирующейся траверсы 3.
Такой тип строповки позволяет переводить тяжелый арматурный каркас в вертикальное положение без дополнительных усилий за счет перемещения центра тяжести системы.
Монтаж таких каркасов производится двумя монтажниками.
Проектное положение каркаса на период установки опалубки фиксируется с помощью расчалок 5 и фиксаторов.
Стены круглых резервуаров и подпорные наклонные стены армируют каркасами при наличии одного внешнего или внутреннего щита опалубки.
Это позволяет упростить процесс временного крепления арматуры, так как щит используется в качестве опоры.
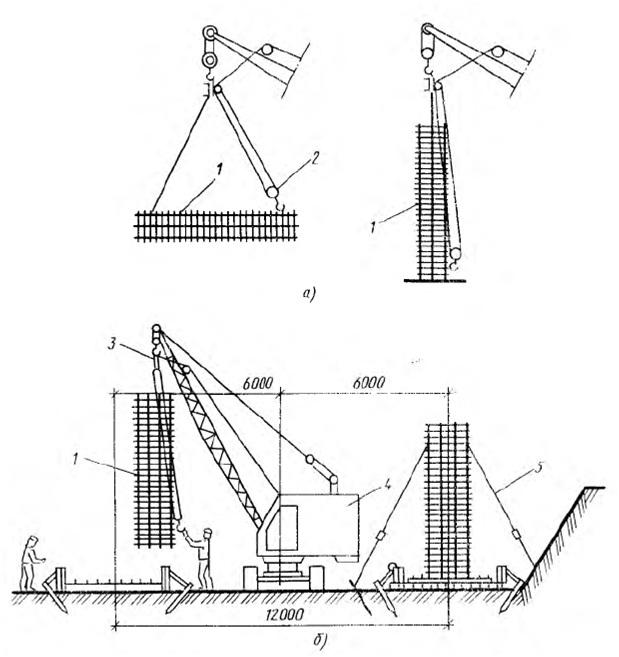
Технологическая схема установки тяжелых каркасов фундаментов:
а - схема строповки, б - схема монтажа; 1 - каркас, 2 - блок вспомогательного крюка, 3 - самобалансирующаяся траверса, 4 - монтажный кран, 5 – расчалки.
Проектное положение арматурных конструкций при монтаже обеспечивается правильной установкой фиксаторов, прокладок и подкладок, а также временных крепежных устройств (подкосов, схваток, растяжек и хомутов).
Допускаемые отклонения в размерах зависят от толщины бетонируемого элемента, типа и диаметра применяемой арматуры, характера работы конструкции. При установке арматурных стержней диаметром более 90 мм допускаемые отклонения регламентируются данными проекта, в остальных случаях допустимые отклонения приведены в таблице.
Допускаемые отклонения при установке арматуры
Удаление страницы