


Категория: Бланки/Образцы
Планово-предупредительный ремонт и профилактические испытания электрооборудования должны осуществляться по графику, утвержденному главным инженером или ответственным за электрохозяйство предприятия, в сроки, установленные на основании ПТЭ и ПТБ с учетом условий эксплуатации конкретного электрооборудования, инструкций заводов-изготовителей и других нормативных документов.
В зависимости от степени повреждения и износа электрооборудования и его составных частей, а также трудоемкости ремонтных работ, устанавливаются следующие виды ремонта: текущий, капитальный (ГОСТ 18322-78), а в обоснованных случаях - средний.
Ремонт электрооборудования, который не может повлечь за собой нарушения его взрывозащиты, производится эксплуатационными службами предприятий, при этом должностное лицо, ответственное за эксплуатацию электрооборудования, несет ответственность и за его ремонт.
На взрывозащищенном электрооборудовании эксплуатационному персоналу разрешается выполнять следующие виды работ:
1) замену смазки и подшипников,
2) ревизию токоведущих частей и контактных соединений,
3) замену перегоревших ламп и поврежденных стеклянных колпаков в светильниках,
4) разборку, чистку, смазку взрывозащитных поверхностей и сборку электрооборудования,
5) устранение течи масла и его замену,
6) замену уплотняющих прокладок,
7) смену предохранителей, сухих гальванических элементов и аккумуляторных батарей,
8) замену обмоток электрических машин при соблюдении параметров обмотки и качества материалов, замену поврежденных изоляторов идентичными,
9) ремонт оболочек и установленного внутри электрооборудования, а также систем продувки оболочки, защиты и блокировок при условии, что ремонт не повлияет на взрывозащищенность,
10) ремонт вентилятора электродвигателя и его кожуха,
11) установку недостающих болтов при обязательном соблюдении размеров (диаметр и длина) и выполнении требований технической документации на данное электрооборудование.
Предприятие может заменять любые детали взрывозащищенного электрооборудования деталями, изготовленными заводом-изготовителем по рабочим чертежам и техническим условиям, утвержденным для данного электрооборудования, с последующей проверкой элементов взрывозащиты.
После ремонта элементы взрывозащиты электрооборудования должны соответствовать требованиям инструкций заводов-изготовителей.
Другие виды работ . ремонт электрооборудования связанный с восстановлением или изготовлением его составных частей, обеспечивающих взрывозащиту, эксплуатационному персоналу производитьзапрещается .
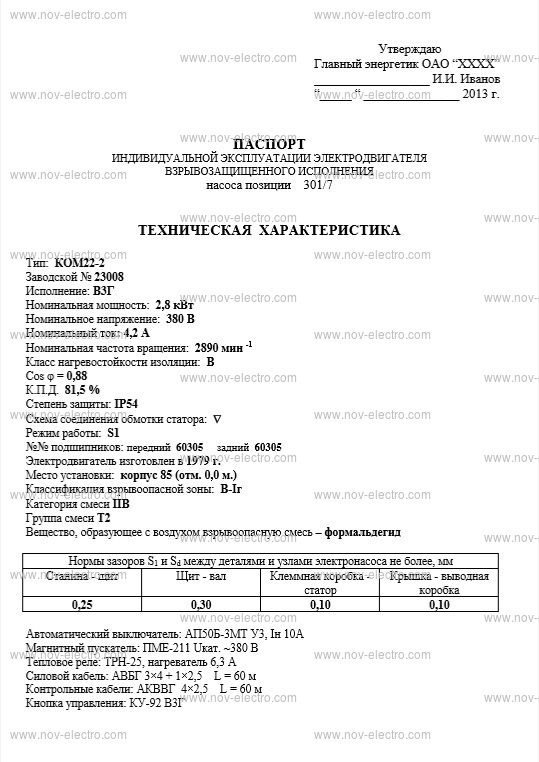
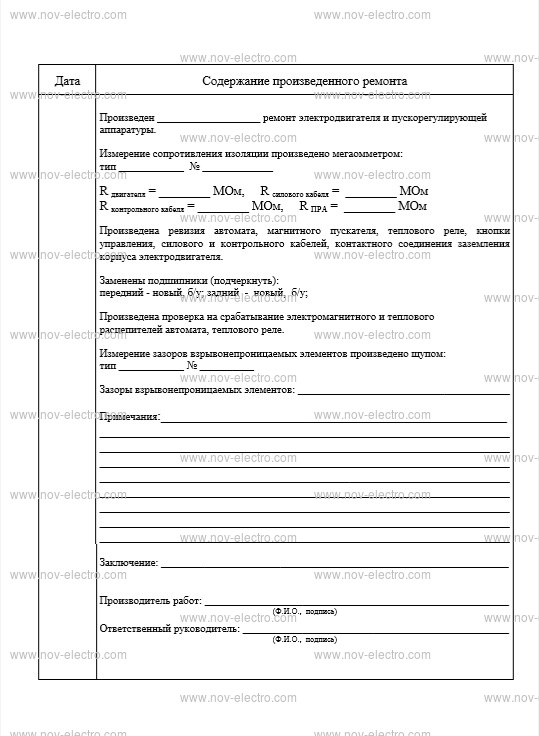
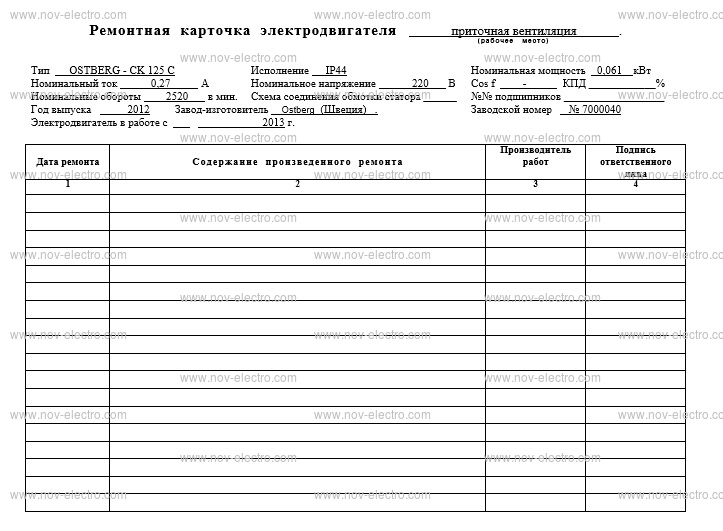
На каждое повреждение взрывозащищенного электрооборудования ответственным за его эксплуатацию составляется акт или производится запись в паспорте (карте) индивидуальной эксплуатации с указанием даты и причины повреждения, а также отметка об устранении повреждения.
Разборка и сборка электрооборудования должны производиться в той последовательности, которая указана в заводской инструкции по монтажу и эксплуатации, причем, по возможности, эти работы должны производиться в мастерской.
Питающие кабели, отсоединенные на время снятия электродвигателей в ремонт, должны быть защищены от возможных механических повреждений. При разборке взрывонепроницаемых оболочек электрооборудования запрещается курение и наличие огня.
На ремонтируемом электрооборудовании запрещается изменять параметры взрывозащиты, заменять болты, предусмотренные конструкцией изделия, болтами других типов.
По окончании ремонта взрывозащищенного электрооборудования необходимо измерить параметры взрывозащиты, указанные в инструкциях заводов-изготовителей, а полученные данные и объем выполненных работ записать в паспорт (карту) электрооборудования.
Электрооборудование, устанавливаемое взамен поврежденного, должно иметь уровень и вид взрывозащиты, соответствующие классу взрывоопасной зоны, категории и группе окружающей взрывоопасной смеси.
Силовые и осветительные сети должны ремонтироваться с соблюдением требований ПУЭ и действующих монтажно-строительных норм (технических условий и технических инструкций по отдельным видам работ). Запрещается заменять запроектированные провода и кабели на провода и кабели меньшего сечения.
При выполнении ремонта обязательным является :
1) обучение и аттестация персонала. К ремонту взрывозащищенного электрооборудования допускаются лица, прошедшие одновременно с проверкой знаний ПТЭ и ПТБ, проверку знаний гл. Э3.2 "Электроустановки во взрывоопасных зонах”, инструкций и нормативных документов, действующих в данной области, и получившие удостоверение на право ремонта.
Перечень профессий рабочих и должностей ИТР, которым необходимо получение удостоверения на право ремонта, обслуживания, утверждается главным инженером предприятия. Обучение рабочих должно производиться по программе, утвержденной руководителем учебного центра или главным инженером предприятия и согласованной с контролирующей организацией при МЧС. Обучение и аттестация ИТР, с последующей выдачей удостоверения установленного образца, производится по лицензии МЧС в учебных центрах.
2) наличие необходимой документации на ремонт оборудования.
3) наличие технологического и испытательного оборудования.
4) наличие комплекта контрольно-измерительного инструмента для контроля параметров взрывозащиты.
Разрешение на ремонт выдается главным инженером предприятия по результатам работы комиссии предприятия в состав которой должны входить ИТР, прошедшие отмеченную выше, подготовку и аттестацию и имеющие удостоверение установленного образца.
Комиссия определяет готовность эксплуатационной службы к ремонту и ее оснащение необходимым оборудованием.
Капитальныйремонт взрывозащищенного электрооборудования должен выполняться электроремонтными цехами предприятий, имеющих специальное разрешение (лицензию) контролирующей организации при МЧС республики Беларусь. При этом ремонте допускается замена любых деталей взрывозащищенного электрооборудования (по чертежам завода-изготовителя или ремонтной документации). Электрооборудование должно проверяться и испытываться в соответствии с техническими условиями.
Ремонтное предприятие должно:
1) иметь на ремонтируемое электрооборудование ремонтную документацию или рабочую документацию на изготовление электрооборудования ( и его узлов),
2) иметь необходимое оборудование, приспособления, инструмент, для ремонта электрооборудования и проведения его проверки и испытаний,
3) иметь квалифицированный персонал, прошедший специальное обучение, сдавший экзамены и получивший удостоверение на право ремонта. Обучение и аттестация персонала организуется и проводится в порядке, рассмотренном выше. Последующие проверки знаний рабочих, занятых ремонтом взрывозащищенного электрооборудования, проводятся ежегодно комиссией ИТР, прошедших соответствующую проверку знаний. Периодичность обучения и аттестации ИТР – один раз в пять лет (в учебных центрах).
2 Организация ремонта взрывозащищенного электрооборудования на специализированных предприятиях.
Ремонт электрооборудования со всеми видами взрывозащиты должен включать следующие основные операции:
1) приемку электрооборудования и проверку комплектности всех сборочных единиц и деталей;
2) разборку;
3) промывку сборочных единиц и деталей;
4) дефектацию сборочных единиц и деталей для выявления объема ремонтных работ;
5) восстановление деталей и (или) изготовление новых;
6) гидравлические испытания деталей взрывонепроницаемой оболочки и другие испытания, если они предусмотрены ремонтной документацией;
7) проверку в процессе ремонта и сборки всех параметров, обеспечивающих взрывозащиту, на соответствие требованиям ремонтной документации;
8) сборку;
9) электрические испытания;
10) окраску электрооборудования;
11) оформление необходимой документации и составление акта о соответствии отремонтированного электрооборудования ремонтной документации;
12) выдачу отремонтированного электрооборудования.
Ремонт зарубежного электрооборудования должен осуществляться аналогично ремонту отечественного электрооборудования.
Порядок сдачи электрооборудования в ремонт устанавливается отраслевыми нормативными документами.
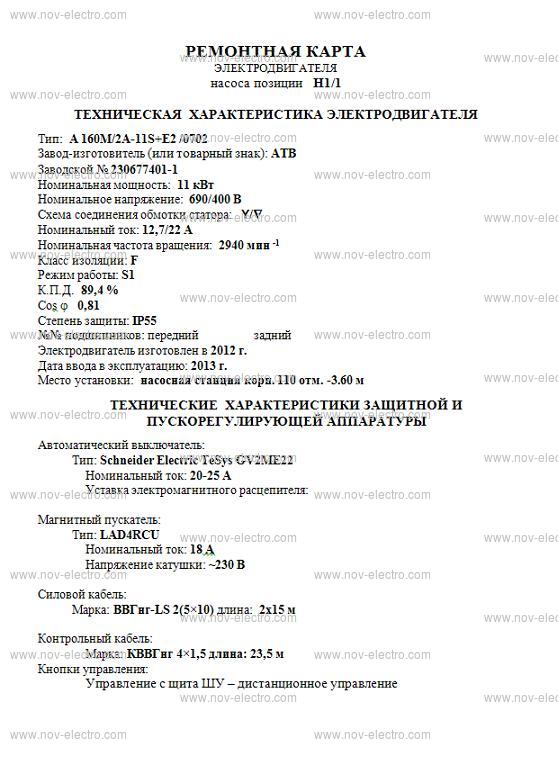
В акте на сдачу электрооборудования в ремонт должны быть указаны: тип, паспортные данные электрооборудования, номинальное напряжение, при котором будет работать электрооборудование после ремонта, вид ремонта, а также другие характеристики электрооборудования (тип рабочего оборудования, с которым эксплуатировалось электрооборудование, причину отправки в ремонт, сведения о предыдущих ремонтах и т.д.).
Электрооборудование, сдаваемое в ремонт, должно быть укомплектовано всеми деталями и сборочными единицами, в т.ч. заводскими табличками и знаками маркировки уровня и вида взрывозащиты (допускается принимать в ремонт электрооборудование без заводских табличек, если все необходимые паспортные данные оговорены в акте или в ремонтной документации).
При необезличенном ремонте допускается сдача электрооборудования в ремонт без деталей вводных устройств, демонтаж которых ведет к перезаделке питающего кабеля. При этом должны быть проверены средства взрывозащиты деталей вводных устройств, оставшиеся на месте эксплуатации электрооборудования, а также приняты меры, исключающие возможность повреждения заделок кабелей и открытых поверхностей взрывозащиты электрооборудования и деталей (эти детали должны быть перечислены в акте технической готовности при выдаче электрооборудования из ремонта). Ответственность за сохранность средств взрывозащиты деталей, оставленных на месте эксплуатации, несет должностное лицо, ответственное за эксплуатацию взрывозащищенного электрооборудования.
Электрооборудование принимается в ремонт по результатам наружного осмотра специально выделенными для этой цели квалифицированными приемщиками, которые присваивают оборудованию ремонтный номер и заносят в журнал приемки (при обезличенном ремонте номер допускается не присваивать).
Окончательное определение возможности ремонта электрооборудования производится ремонтным предприятием после его дефектации и определения объема ремонтных работ.
Отремонтированное электрооборудование должно соответствовать требованиям технических условий или другого, заменяющего их документа на ремонт определенного класса, подкласса или конкретного электрооборудования.
Выдача отремонтированного электрооборудования производится вместе с актом технической готовности установленной формы.
Разборка электрооборудования выполняется в последовательности, указанной в инструкциях заводов-изготовителей.
Для предотвращения повреждений взрывозащитных посадочных поверхностей разборка электрооборудования, съем деталей и сборочных единиц с трудноразъемными соединениями должны производиться с помощью специальных приспособлений и съемников (с применением, при необходимости, местного подогрева). Ударный инструмент должен быть оснащен насадками из мягких материалов (резины, дерева и т.п.). При разборке взрывонепроницаемых оболочек запрещается курение и открытое пламя.
Дефектация электрооборудования должна осуществляться квалифицированным персоналом по ремонтной документации или рабочей документации на его изготовление.
Если при дефектации выявится невозможность обеспечения всех требований ремонтной документации, то с согласия заказчика электрооборудование должно быть выпущено из ремонта только как невзрывозащищенное (нормальное) и с него должен быть снят знак маркировки уровня и вида взрывозащиты.
Результаты дефектации деталей и сборочных единиц электрооборудования заносятся в журнал дефектации (при обезличенном ремонте ведение журнала дефектации не обязательно).
Сборка электрооборудования производится квалифицированным персоналом в порядке, установленном инструкциями заводов-изготовителей.
Составные части электрооборудования должны быть скомплектованы перед сборкой и проверены службой ОТК на соответствие ремонтной документации.
Детали и сборочные единицы взрывонепроницаемой оболочки, независимо от того, производился их ремонт или нет, должны иметь личное клеймо технического контроля или мастера-приемщика, удостоверяющее их качество, а детали и сборочные единицы, прошедшие гидравлические испытания, кроме того – клеймо лица их производившего.
Клеймо должно быть рельефным, глубина клеймения не менее 0,1мм (допускается мелкие внутренние детали маркировать трудностирающейся краской). Клеймо наносится на видном месте детали или сборочной единицы, указанном в чертеже. Не допускается наносить клеймо на взрывозащитных поверхностях и поверхностях, непосредственно к ним примыкающих и являющихся их продолжением. Во всех случаях при клеймении на поверхностях, смежных со взрывозащитными, нельзя допускать вспучивания металла на взрывозащитных поверхностях.
При сборке взрывозащитные, посадочные и присоединительные поверхности должны быть смазаны смазкой согласно чертежам.
После сборки электрооборудования необходимо проверить :
1) плотность и надежность затяжки крепежных деталей и особенно соединений взрывонепроницаемой оболочки, а также наличие пружинных и стопорных шайб или других устройств, предотвращающих самоотвинчивание крепежных деталей;
2) надежность контактных соединений во вводном устройстве, комплектность крепежа, в том числе с учетом требований ГОСТ 22782.0-81;
3) размеры щелей плоских взрывонепроницаемых соединений;
4) наличие и соответствие требованиям ремонтной документации заземляющих устройств;
5) наличие и правильность заполнения ремонтной таблички, которая устанавливается рядом со старой табличкой завода-изготовителя (табличка предыдущего ремонта должна быть снята).
Каждое отремонтированное изделие должно быть испытано по программе приемо-сдаточных испытаний.
Испытания электрооборудования производятся в соответствии с общими техническими условиями на капитальный ремонт электрооборудования определенного класса, подкласса и (или) руководством по капитальному ремонту конкретного типа электрооборудования.
Результаты испытаний при необходимости отражаются в сопроводительных документах к изделию.
Техническая документация на модернизацию электрооборудования при ремонте должна быть согласована с испытательной (контролирующей) организацией.
Модернизация электрооборудования при ремонте выполняется в строгом соответствии с технической документацией на модернизацию.
3 Особенности ремонта электрооборудования с различными видами взрывозащиты
3.1 Электрооборудование с взрывозащитой вида "взрывонепроницаемая оболочка”Гидравлические испытания
Детали и сборочные единицы взрывонепроницаемой оболочки независимо от их состояния (отремонтированные, не подвергавшиеся ремонту, вновь изготовленные, полученные по кооперации и т.п.) должны быть подвергнуты гидравлическим испытаниям по методике, приведенной в ГОСТ 22782.6-81, по нормам и схемам, приведенным в ремонтной документации, или РД 16.209-84.
Допускается не проводить гидравлические испытания в том случае, если детали или сборочные единицы поступают на ремонтные предприятия как запасные части и имеют сопроводительную документацию, удостоверяющую их соответствие документации на изготовление электрооборудования или ремонтной документации. Допускается также не подвергать гидравлическим испытаниям детали и сборочные единицы, не подвергавшиеся ремонту и не имеющие следов повреждений, изготовленные из стали, в том числе методом сварки, с толщиной оболочки 6мм и более.
После гидравлических испытаний допускается производить дополнительную механическую обработку частей оболочки с сохранением нормируемых размеров деталей без последующих повторных гидроиспытаний.
Ремонт взрывозащитных поверхностей и взрывонепроницаемых оболочек
Параметры взрывонепроницаемых соединений оболочек электрооборудования должны соответствовать ремонтной документации.
Шероховатость взрывозащитных поверхностей отдельных частей взрывонепроницаемой оболочки должна соответствовать ремонтным чертежам и должна быть не ниже:
12,5 – для неподвижных соединений;
6,3 – для подвижных соединений типа вал, втулка.
Для доведения плоских и цилиндрических поверхностей пластмассовых изделий (деталей) после их изготовления методом прямого прессования или литья до требуемых размеров, обеспечивающих взрывозащиту взрывонепроницаемой оболочки, допускается механическая обработка этих изделий.
Суммарная неплоскостность взрывозащитных поверхностей плоского взрывонепроницаемого соединения не должна превышать нормированной ширины взрывонепроницаемой щели.
Раковины, забоины и другие дефекты на взрывозащитных поверхностях не допускаются.
Допускается на взрывозащитных поверхностях частей взрывонепроницаемой оболочки после их обработки наличие пор диаметром не более 1мм, беспорядочно расположенных, числом не более 20 на 1см 2. из них не более 6 пор диаметром свыше 0,5 до 1мм.
Незначительные по размерам пороки литья (раковины, чернота и т.п.), незначительные сварочные раковины, обнаруженные на взрывозащитных поверхностях после окончательной обработки, а также следы механических повреждений (забоины, вмятины и т.п.) на этих поверхностях допускается устранять (руководствуясь соответствующими инструкциями и руководящими материалами):
- путем запайки мягкими припоями (ПОС-40, ПОС-61), медью или латунью – для стальных деталей;
- путем запайки медью или латунью – для чугунных;
- путем заварки – на взрывозащитных поверхностях с нормированной длиной взрывонепроницаемого соединения Вн=5мм (заливка дефектов свинцом не допускается);
- заделкой пластическими материалами (материалы, технология заделки должна соответствовать требованиям руководящих материалов, инструкций на ремонт);
- методом гальванического осталивания или другими методами, обеспечивающими прочность и надежность восстановленных поверхностей.
В каждом случае ремонтное предприятие должно гарантировать надежность принятого метода восстановления взрывозащитных поверхностей в течении срока эксплуатации изделия до очередного ремонта.
Не допускается заделка любых повреждений в расточках втулок для валиков управления или валов электродвигателей. Детали с такими повреждениями должны растачиваться с последующей установкой в процессе ремонта втулок. Поврежденные втулки подлежат замене.
Втулки, устанавливаемые на вал или в подшипниковый щит, могут изготавливаться из чугуна, меди, бронзы, латуни с запрессовкой по посадке Н8/n8.
Крепление втулки осуществляется либо ее развальцовкой с обеих сторон, либо упорным буртиком и развальцовкой другой стороны втулки, либо винтом (упорный буртик или винты располагаются, как правило, с внутренней стороны взрывонепроницаемой оболочки).
Раковины в глухом или сквозном отверстии в стенке оболочки или на поверхности фланцев допускается исправлять рассверливанием или расточкой отверстия и запрессовкой в него глухой пробки или втулки по посадке Н8/n8 (в отдельных случаях по резьбе). Пробки и втулки должны завариваться с одного или с двух торцов с последующей обработкой поверхностей с соблюдением требуемой шероховатости.
Диаметр резьбы и материал крепежных элементов должны соответствовать ремонтной документации.
Допускается замена материала только материалом с повышенными по сравнению с указанными в ремонтной документации прочностными характеристиками при полном сохранении чертежных размеров и формы.
При ремонте электрооборудования в исполнении повышенной надежности против взрыва (вида "е”) технологическими процессами ремонта и изготовления отдельных деталей и сборочных единиц, в особенности, обмоток, должны быть обеспечены высокое качество ремонта и неизменность всех паспортных технических данных электрооборудования.
Применяемые при ремонте провода, изоляционные материалы, пути утечек и электрические зазоры, качество контактных соединений, уплотнений, тепловой режим электрооборудования в процессе испытаний после ремонта и т.п. должны строго соответствовать ремонтной документации.
Для электрических машин допустим только необезличенный метод ремонта.
При ремонте электрооборудования с данным видом взрывозащиты необходимо обращать особое внимание на:
1) целостность и механическую прочность продуваемой оболочки электрооборудования, воздухопроводов, воздухоохладителей, систем продувки под избыточным давлением и подпитки;
2) контроль давления внутри оболочки электрооборудования и воздуховодов и расхода воздуха (инертного газа);
3) работу системы блокировки и сигнализации;
4) работу систем возбуждения и пуска электродвигателей;
5) выполнение других требований ГОСТ 22782.4-78, относящихся к ремонту.
Оболочки электрооборудования и воздуховоды должны выдерживать без остаточных деформаций полуторократное рабочее избыточное давление защитного газа, но не менее 200Па (в течение 5 мин.). Уплотнения соединений отдельных частей продуваемой оболочки и воздухопроводов должны исключать утечку газа. Избыточное рабочее давление защитного газа по всей длине воздухопроводов, проходящих в пределах взрывоопасной зоны, а также внутри оболочки электрооборудования должно соответствовать эксплуатационной документации.
Все пуско-наладочные работы должны выполняться в строгом соответствии с эксплуатационной документацией.
Ремонт электрических машин, связанный с частичной или полной заменой обмоток без изменений параметров электрических машин, проводится по правилам ремонта электрических машин общего назначения при безусловном сохранении средств взрывозащиты, предусмотренных для этих машин.
При ремонте маслонаполненного электрооборудования особое внимание следует обращать на строгое соблюдение требований ремонтной документации в отношении: применяемых материалов; путей утечек и электрических зазоров; толщины слоя масла и его качества над нормально искрящими частями; указателей уровня и температуры масла; контактной системы и т.п.
Применяемые материалы, контактирующие с маслом, должны быть маслостойкими.
Все уплотнения должны быть в исправном состоянии, не должно быть течи масла через оболочку.
Бак, независимо от его состояния, должен быть подвергнут гидравлическим испытаниям согласно ремонтной и эксплуатационной документации.
Контакты при их износе выше норм, установленных ремонтной и эксплуатационной документацией, не ремонтируют (они подлежат замене).
При ремонте электрооборудования с данным видом взрывозащиты или с несколькими видами взрывозащиты, в том числе "искробезопасная электрическая цепь”, необходимо, чтобы элементы этих цепей, их монтаж и электрические параметры, в том числе обмоточные данные обмоток, строго соответствовали ремонтной или эксплуатационной документации.
Не допускается в электрической схеме аппарата или прибора замена элементов элементами с другими электрическими параметрами.
Залитые компаундом сборочные единицы электрооборудования, а также сборочные единицы, находящиеся в неразборных кожухах (запаянных, заваренных и т.п.) ремонту не подлежат и заменяются аналогичными сборочными единицами заводского исполнения.
При ремонте электрооборудования с данным видом взрывозащиты особое внимание следует обращать на строгое соблюдение требований ремонтной документации в части применяемых материалов, электрических зазоров, минимального взрывозащитного слоя песка, его качества и состава, а также на прочность и герметичность оболочки.
Применение при ремонте электрооборудования кварцевого песка качества и состава (содержание примесей, влагосодержание, гранулометрический состав, нагревостойкость гидрофобного покрытия зерен кварца и т.д.), отличного от указанного в ремонтной документации, а также другого сыпучего заполнителя, допускается только по согласованию с испытательной (контролирующей) организацией.
Ремонт электрооборудования с взрывозащитой вида "специальное” должен производиться в строгом соответствии с ремонтной документацией, при этом вышедшие из строя детали и сборочные единицы, залитые эпоксидными смолами, ремонту не подлежат и должны быть заменены новыми.
Дополнительно к рассмотренному ранее, отметим особенности ремонта применительно к взрывозащищенным электродвигателям.
Текущий ремонт выполняет эксплуатационная служба:
1) очистка двигателя от грязи и пыли;
2) замена смазки в подшипниках;
3) проверка исправности подшипников (в отдельных случаях замена подшипников);
4) проверка сопротивления изоляции обмоток относительно корпуса и между фазами;
5) замена смазки на взрывозащищенных и посадочных поверхностях двигателей, подвергавшихся разборке;
6) проверка состояния болтовых соединений взрывонепроницаемой оболочки; частичная замена крепежа;
7) замер доступных взрывонепроницаемых зазоров тех мест, которые подвергались разборке;
8) проверка надежности контакта заземления;
9) проверка надежности работы блокировок и сигнализации;
10) мелкий ремонт кожуха и вентиляторов (правка, рихтовка).
Капитальный ремонт включает объем текущего ремонта, а также (выполняет специализированное предприятие):
1) ремонт отдельных деталей и сборочных единиц, не имеющих взрывозащитных поверхностей (крышек подшипников, кожухов, вентиляторов, щеткодержателей, контактных колец и т.п.);
2) замена любых деталей и сборочных единиц, кроме станин и роторов, деталями и сборочными единицами, поступающими как запасные части;
3) замена отдельных жестких катушек обмоток запасными, изготовленными заводом-изготовителем электродвигателей, когда количество демонтируемых катушек обмотки не превышает 25% их общего числа;
4) замена бандажей;
5) замена подшипников новыми (нереставрированными);
6) подызолировка лобовых частей и выводных концов обмоток;
7) устранение обрывов выводных концов;
8) переклиновка ослабленных клиньев обмоток;
9) пропитка обмоток пропиточным лаком и покрытие лобовых частей электроизоляционной эмалью;
10) сушка электродвигателей с пониженным сопротивлением изоляции.
11) окраска двигателя.
12) замена обмоток;
13) ремонт активной стали статора;
14) ремонт валов;
15) ремонт подшипниковых щитков и корпусов;
16) восстановление элементов взрывозащиты взрывонепроницаемых оболочек;
17) изготовление любых деталей и сборочных единиц;
18) балансировка роторов;
19) замена роторов новыми, комплектными, изготовленными заводом-изготовителем электродвигателей;
20) гидравлические испытания деталей и сборочных единиц взрывонепроницаемой оболочки;
21) электрические испытания.
Периодичность текущего и капитального ремонтов электродвигателей устанавливается графиком ППР предприятия, эксплуатирующего эти электродвигатели, в сроки, установленные на основании ПТЭ и ПТБ, инструкций заводов-изготовителей и других
документов, учитывающих условия эксплуатации на данном предприятии.
Рекомендуемая периодичность ремонтов:
Текущий ремонт – не реже одного раза в год для машин с частотой вращения 1500 об/мин и ниже и не реже одного раза в 6 месяцев – для двигателей с частотой вращения более 1500об/мин.
Капитальный ремонт – необходимость и сроки устанавливает служба главного энергетика предприятия, эксплуатирующая электродвигатели, на основе анализа их технического состояния.
При аварийном ремонте электродвигателей, вышедших из строя в результате неправильной эксплуатации, перегрузок и т.д. отнесение его к определенному виду ремонта производится на основании характера повреждений и объема ремонтных работ.
Не подлежат ремонту электродвигатели у которых:
1) разбит корпус;
2) разбиты сложные литые детали (подшипниковые щиты, корпуса коробки выводов и т.п.), кроме случаев, когда эти детали могут быть отремонтированы и подлежат замене;
3) отбито более двух лап или две лапы с одной стороны машины;
4) значительно повреждено железо статора или ротора (кроме случаев, когда ротор не может быть отремонтирован и подлежит замене);
5) выплавлена обмотка ротора;
6) воздушный зазор выше номинального значения зазора, установленного для данного электродвигателя заводом-изготовителем, на 25% и более для двухполюсных и на 15% и более для машин с большим числом полюсов.
Ремонт обмоток и других электрических частей .
Во избежание повреждения изоляции пакета статора и деформации посадочных поверхностей центрирующих заточек станины при демонтаже обмоток с выжиганием изоляции в печах, температура не должна превышать 400оС. В других случаях при демонтаже обмоток необходимо предусмотреть защиту от повреждений
посадочных поверхностей и торцов центрирующих заточек станины.
Обмотки и токоведущие части должны быть надежно закреплены, пазовые клинья должны быть плотно забиты в пазы и не иметь слабины.
Класс изоляции, сопротивление изоляции и электрическая прочность изоляции обмоток должны соответствовать требованиям ремонтной документации.
Двигатели на два напряжения должны соединяться на напряжение сети, указанное в заказе.
Электрическая схема обмоток и другие требования по их изготовлению должны соответствовать ремонтной документации.
Электрические щетки должны быть притерты к поверхности контактных колец. Установка на машину щеток различных марок не допускается (тип щетки должен соответствовать ремонтной документации).
Разборка-сборка двигателей, ремонт механических узлов .
Во избежание повреждения посадочных поверхностей деталей и сборочных единиц не допускается разборка машин ударами по выступающему концу вала. При разборке двигателей нельзя допускать перекоса ротора. При замене подшипников должны применяться подшипники классов точности не ниже применяемых заводом-изготовителем.
В остальном ремонт механических узлов должен соответствовать ремонтной документации.
При сборке двигателей свободное пространство камер подшипниковых узлов должно быть на 0,65 объема заполнено смазкой, указанной в ремонтной документации, а для двигателей с частотой вращения 3000об/мин – на 0,5 объема.
Витки проволочных бандажей должны быть наложены плотно, без пропусков и перекрещиваний. Каждый слой проволочного бандажа должен быть пропаян. Замки бандажа должны быть плотно подбиты и пропаяны. Весь бандаж должен иметь блестящую поверхность, без черновин и пятен. При постукивании легким молотком бандаж не должен издавать дребезжащего или глухого звука.
Испытания электродвигателей после ремонта должны проводиться в соответствии с требованиями, указанными в параграфе 2.4.
Программа приемо-сдаточных испытаний для электродвигателей с видом взрывозащиты "e” принимается в соответствии с техническими условиями заводов-изготовителей или должна разрабатываться в соответствии с ГОСТ 22782.7-81 с последующим согласованием с испытательной (контролирующей) организацией.
Электрические испытания, входящие в программу приемо-сдаточных испытаний, которым должен подвергаться каждый отремонтированный электродвигатель, в зависимости от вида ремонта, приведены в таблице 1.
Каждый отремонтированный электродвигатель должен пройти обкатку без нагрузки при номинальной частоте вращения в течении следующего времени (не менее):
- мощность двигателя до 1кВт – 5минут;
- от 1 до 10кВт – 15 минут;
- от 10 до 100кВт – 30 минут;
- от 100 до 1000кВт – 1 час;
- свыше 1000кВт – 2 часа.
Маркировка отремонтированных электродвигателей .
Каждый отремонтированный электродвигатель должен иметь знак исполнения по взрывозащите, (маркировка должна соответствовать маркировке, указанной в ремонтной документации) и снабжен ремонтной табличкой (см. п. 2.3).
В случае неудовлетворительного состояния таблички завода-изготовителя, либо ее отсутствия должна быть прикреплена новая табличка, на которой указывается (желательно в следующей последовательности): наименование или товарный знак ремонтного предприятия; тип электродвигателя; номинальная мощность; соединение фаз; номинальное напряжение; номинальная частота вращения; номинальный ток статора; номинальное напряжение и ток ротора (для двигателя с фазным ротором); ремонтный номер; дата выпуска из ремонта (год, месяц).
Гарантийный срок службы отремонтированных электродвигателей устанавливается соответствующими нормативными документами.
5 Ремонтная документация на взрывозащищенное электрооборудование
Ремонтная документация разрабатывается в соответствии с требованиями ГОСТ2.602-95, ГОСТ 15001-88, СТБ972-94 и ОСТ16.28.402-88 на основе рабочих конструкторских документов на изготовление электрооборудования, а при их отсутствии, в том числе на зарубежное, на основе образца изготовленного электрооборудования (путем его разборки, эскизирования, проведения необходимых измерений, испытаний).
Ремонтная документация должна соответствовать требованиям нормативно-технических документов и правил, действующих в период изготовления взрывозащищенного электрооборудования, и регламентирующих его изготовление.
Ремонтная документация на электрооборудование, выпускаемое до 1960 года, должна соответствовать требованиям нормативно-технических документов, действующих на период ее разработки.
Ремонтная документация должна быть согласована с контролирующей (испытательной) организацией в соответствии с требованиями ГОСТ 12.2.021-76 на срок до 5 лет . Продление срока действия ремонтной документации осуществляется контролирующей организацией в соответствии с требованиями ГОСТ 12.2.021-76.
Если электрооборудование принимает в ремонт другое предприятие, то оно обязано получить новое заключение контролирующей организации.
Ремонтная документация на вновь разработанное электрооборудование входит в состав конструкторской документации на его серийное изготовление.