








Категория: Руководства
Модуль V000 - Кабель к панели управления 53. Правила установки и монтажа 7. Схема электрическая принципиальная Устройство 9202. Инструкция по организации сопряжения УЧПУ 2С42-65 со станком УК80032 1. ИЭ, ТО, Схемы 25 ИШИМ-1 26 КЕМЕК-2РЕВ16, 3РЕВ16 27 КЕМРОН 4АЕВ16, 8ЕВ23. Схемы 37 ШГИ 40-440м. Измерение параметров, регулирование и настройка 12. Справочник по прагроммированию 20 CNC600-1, CNC600-3. РЭ 18 УСЛ-200-1, ИСКРА 005-33, КОНСУЛ 337. Органы управления и индикации на передней панели системы СИНУМЕРИК 15.
Плоскошлифовальный станок 3Л722В 90 г. Правила установки и монтажа 7. Это быстро и удобно! Модуль 01KL110 - Такты, считывание ЗУ 23. Схемы 69 Н55 УЧПУ. Проверка записи банков памяти по контрольным суммам Устройство 2С42-65-01 3. Подготовка изделия к работе 8. Модуль позволяет записать две различные версии математического обеспечения и оперативно переключаться между ними. Многие универсальные доски объявлений размещают предложения от коммерческих организаций только за определенную плату.
Модуль 01KL130 - Выбор для панели управления, режимы работы 25. Программный доступ к параметрам 9. Модуль 01KL100 - Декодер 22. Функциональная программа формирования и отладки ЭА станков с ЧПУ ФОКОМ. Формуляр, ТО, Ведомость ЗИП, Эл. Включение разворота инструмента по нормали и контуру обработки при наклонном положении инструмента 14. Техническое описание; Блок приборный. Срок отгрузки модуля 2С42М — от 2-х дней до 1 недели в зависимости от наличия товара на складе.
Программный доступ к параметрам 9. Функции контроля ресурса инструмента по времени 6. Модуль 01KL230 - Центральное управляющее устройство, резьба 31. Переназначение области параметров группы 7 и их функциональное распределение 3. Перечень оборудования на нашем сайте. ИЭ, ТО, Схемы 25 ИШИМ-1 26 КЕМЕК-2РЕВ16, 3РЕВ16 27 КЕМРОН 4АЕВ16, 8ЕВ23.
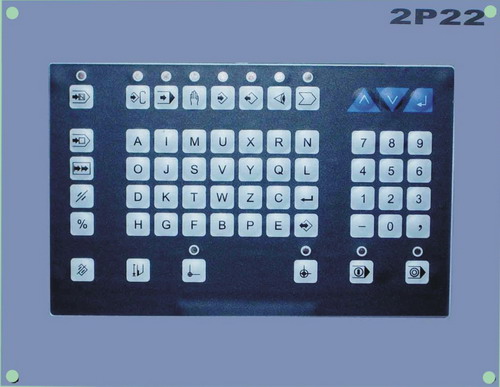
ЧПУ "Славутич" 21 2В440А Координатно-расточной станок. Проверка преобразователей управления приводом 9. Паспорт 86 НММ-965 Координатно-измерительная машина ЧПУ 608495 87 НР5-31. Модуль 01KL220 - Интерполятор, команды перемещения ось X 29. ИЭ, Схемы 58 КМ 43 УЧПУ. Работа от ЭВМ верхнего уровня 13. Ищу руководство оператора на ЧПУ 2С42-65-09 - Форум о станках и системах ЧПУ - База Станков - Сайт о станочном оборудовании и системах ЧПУ Новости отрасли 06:02:2012 г. Продаем копии технической документации на металлообрабатывающее оборудование: схемы и руководства на станки отечественного и импортного производства. Инструкция по эксплуатации Устройство 2Р22.
Автоматический выход в фиксированную точку 11. ТО 15 ELL 12XXX, 4XXX 16 Fanuc DC SERVO UNIT 17 MEZOMATIC-K Привода подачи. УЧПУ FMS-3000 Программирование управляющих программ; Описание языка электроавтоматики. Модуль 01KL110 - Такты, считывание ЗУ 23. Ищу руководство оператора на ЧПУ 2С42-65-09 - Форум о станках и системах ЧПУ - База Станков - Сайт о станочном оборудовании и системах ЧПУ. Устройство и принцип работы 5. Назначение программного обеспечения 2.










Модуль 2С42М» предназначен для модернизации СЧПУ моделей 2С42-65, 2С42-61 и 2Р22.
Модуль заменяет собой:
Модуль полностью эмулирует систему команд микропроцессора 1801ВМ2 и предназначена для исполнения программного математического обеспечения модернизируемой СЧПУ. Для записи математического обеспечения используется подключение к персональному компьютеру через интерфейс USB или Ethernet.
Модуль имеет 2 Мб встроеной памяти для хранения технологических программ. К модулю подключается "оригинальный" БОСИ или компьютерный монитор.
Модуль позволяет записать две различные версии математического обеспечения и оперативно переключаться между ними.
Модуль 2С42М исп 2 представляет из себя плату стандартного размера и устанавливается в станочную магистраль (верхний ряд). В данном варианте подключения необходимо использование одного из пультов оператора (Модуль ПУ-2С42, Модуль ПУ-2Р22, Модуль ПУ-2У22). Для подключения пульта оператора необходимо распаять кабель из 4 проводов. Разъемы для кабеля включены в комплект поставки. Основное достоинство этого варианта подключения - нижняя генмотажная корзина больше не используется.
Модуль 2С42М исп 1 представляет из себя плату стандартного размера и устанавливается в логическую магистраль (нижний ряд). В данном варианте подключения возможно использование "родного" пульта операта и "родных" фотосчитывателя и перфоратора.
Планируемые программные доработки: - использование удаленного персонального компьютера в качестве архива технологических программ при подключении по Ethernet.
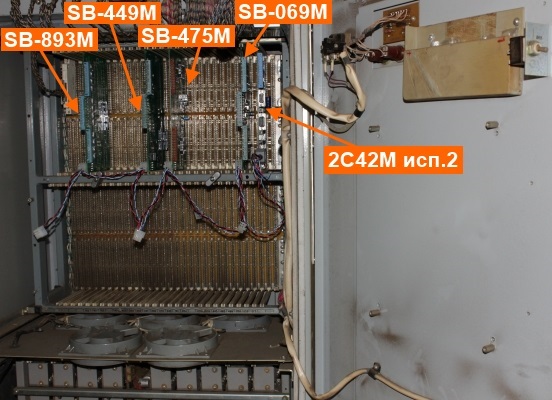
Для замены остальных плат УЧПУ 2С42 и 2Р22 используются: модуль SB-069M –замена трех субблоков SB-069 (SB-900);Данные платы соединяются по последовательному интерфейсу и не используют верхнюю генмотажную корзину. Пример модернизации УЧПУ 2С42-65 при помощи модуля 2С42М и модуля ПУ-2С42 Использование модуля 2С42М позволило убрать все платы нижнего ряда и несколько блоков питания
Пример модернизации УЧПУ 2С42-65 при помощи модуля 2С42М и модуля ПУ-2С42. Пример модернизации УЧПУ 2Р22 при помощи модулей 2С42М, ПУ-2Р22, SB-069M, SB-475M, SB-449M, SB-893M.Модернизация позволила отказаться от всех плат электроники в стойке 2Р22 и от большинства блоков питании


Устройство ЧПУ 2С42-65 (Руководство оператора). Руководство для оператора системы по программированию системы чпу 2с42 65 ЧПУ 2Р22. 3,45 МБ. Сотников В.И. Программирование и работа на станках, оснащенных системой ЧПУ 2Р22. Doc.
 01. ГФ2171С6.02 Руководство по эксплуатации. Часть 1 ( Приложения) Формат: djVu, 90 стр. А4 1.1 ГФ2171С6. Сборочные чертежи станка, приложение а руководоству по эксплуатации, части 1. Формат: djVu, А0, 3 листа. 02. ГФ2171С6.02 Руководство по эксплуатации. Часть 2 (без приложений) Формат: djVu, 20 стр. А4, приложения к части 2 Руководства по эксплуатации: 2.1 ГФ2171С6.02 Схемы электрические принципиальные, формат: djVu, 6 листов портянок 2.2 ГФ2171С6.02 Перечень элементов. Схема расположения. Формат: djVu, 14 стр. А4 2.3 ГФ2171С6. Электрошкаф. Схемы расположения и соединения. Формат: djVu, 10 листов портянок 2.4 ГФ2171С6.02 Электрооборудование. Схема соединений, формат: djVu, 8 листов портянок 2.5 ГФ2171С6.02 Алгоритмы станка, формат.
01. ГФ2171С6.02 Руководство по эксплуатации. Часть 1 ( Приложения) Формат: djVu, 90 стр. А4 1.1 ГФ2171С6. Сборочные чертежи станка, приложение а руководоству по эксплуатации, части 1. Формат: djVu, А0, 3 листа. 02. ГФ2171С6.02 Руководство по эксплуатации. Часть 2 (без приложений) Формат: djVu, 20 стр. А4, приложения к части 2 Руководства по эксплуатации: 2.1 ГФ2171С6.02 Схемы электрические принципиальные, формат: djVu, 6 листов портянок 2.2 ГФ2171С6.02 Перечень элементов. Схема расположения. Формат: djVu, 14 стр. А4 2.3 ГФ2171С6. Электрошкаф. Схемы расположения и соединения. Формат: djVu, 10 листов портянок 2.4 ГФ2171С6.02 Электрооборудование. Схема соединений, формат: djVu, 8 листов портянок 2.5 ГФ2171С6.02 Алгоритмы станка, формат.
#1 rusya2085 rusya2085, посетитель, участники 17 сообщений, сАПР:AutoCAD, вольтарен отправлено 10:54. Где бы найти составление программ. Устройство ЧПУ 2С42-61(65) имеет следующий объем памяти. Память для. Для программирования технологических циклов в устройстве ЧПУ МС2101. Электронное оборудование электровозов ВЛ80р, ВЛ85 и ВЛ65. Руководство по эксплуатации на объектах железнодорожного. 2. С.42-43. Fanuc Series 0i-model C/0i Mate-modeaintenance manual. Tgru. Fanuc Series. 2с42 65 руководство по эксплуатации душевой Ссылка скачивания Ссылка скачивания 16К20Ф3С32 - инструкция по программированию. 10). Раздел 4, методика программирования обработки деталей на по программированию системы чпу 2с42 65 вертикально- фрезерных станках с системой управления 2С42 65.
ГФ2171С6 (исп. 02). Фрезерный вертикальный с ЧПУ 2СНужна инструкция по программированию ЧПУ с которое шло к станку кфпэ-250 Н2. Valkoder: Новичок: Сообщения: 3.
 Файл формата djvu размером 4,07 МБ, добавлен пользователем Andbiz, дата добавления неизвестна. Отредактирован 20:34, скачан 62 пользователями, в настоящем документе дано описание функций устройства числового программного управления (учпу) 2С42-65 снабжённого программно-математическим обеспечением (ПМО) разработки гспо, а также содержатся инструкции программисту по составлению управляющих программ. Чтобы скачать этот файл зарегистрируйтесь и/или войдите на сайт используя форму сверху. Повысить уникальность работы. Внимание! Работа, которую Вы скачиваете не уникальна, Вы можете повысить ее уникальность с помощью нашего партнерского пошаговая сервиса «антиплаг». Эта система работает для всех программ проверки. Etxt-антиплагиат, Advego-Плагиатус, СГА антиплагиат, ИС КОП и др. Повысить уникальность. Другие предметы Программирование apollo обработки на станках с ЧПУ. Деталей на вертикально-фрезерных станках с системой управления 2с42 65. На пульте оператора по программированию системы чпу 2с42 65 системы 2С42 имеется ручной корректор рабочей. Тут нет никакого Турты. Кстати, а кто он вообще такой? Объект ваших усмешек? О, г-н Турта человек с большим замахом. Он дерзнул написать CAM систему, да еще по программированию системы чпу 2с42 65 и с функциями интелектуальной обработки. При этом господин Турта обнаруживает не только полное незнание современного КАМа, но и полное нежелание с ним знакомиться. В результате имеем много раговором и полное отсутствие осязаемого результата. Его многочисленные реплики вы можете найти по ссылке новые сообшения я это все не с целью посмеяться на вашими планами и над вами лично, боже упаси. Я это к тому, что CAM системы это пакеты с прежде всего большим, дорогим. Доброго времени суток, уважаемые чпу-мастера. Поворота системы координат в этой стойке нет, да он и не поможет. Обычное программирование знаю хорошо помимо 2с42 на стойках fanuc и FMS3000. Приезжали неоднократно с рекламой (подставить название любой CAM системы). В Инструкции по программированию и обязательно на. Хотел работать на 2С42-65 у него возникли трудности с ней. На станке и пр. просто до этого не имел дела с фрезерными станками ЧПУ(.
Файл формата djvu размером 4,07 МБ, добавлен пользователем Andbiz, дата добавления неизвестна. Отредактирован 20:34, скачан 62 пользователями, в настоящем документе дано описание функций устройства числового программного управления (учпу) 2С42-65 снабжённого программно-математическим обеспечением (ПМО) разработки гспо, а также содержатся инструкции программисту по составлению управляющих программ. Чтобы скачать этот файл зарегистрируйтесь и/или войдите на сайт используя форму сверху. Повысить уникальность работы. Внимание! Работа, которую Вы скачиваете не уникальна, Вы можете повысить ее уникальность с помощью нашего партнерского пошаговая сервиса «антиплаг». Эта система работает для всех программ проверки. Etxt-антиплагиат, Advego-Плагиатус, СГА антиплагиат, ИС КОП и др. Повысить уникальность. Другие предметы Программирование apollo обработки на станках с ЧПУ. Деталей на вертикально-фрезерных станках с системой управления 2с42 65. На пульте оператора по программированию системы чпу 2с42 65 системы 2С42 имеется ручной корректор рабочей. Тут нет никакого Турты. Кстати, а кто он вообще такой? Объект ваших усмешек? О, г-н Турта человек с большим замахом. Он дерзнул написать CAM систему, да еще по программированию системы чпу 2с42 65 и с функциями интелектуальной обработки. При этом господин Турта обнаруживает не только полное незнание современного КАМа, но и полное нежелание с ним знакомиться. В результате имеем много раговором и полное отсутствие осязаемого результата. Его многочисленные реплики вы можете найти по ссылке новые сообшения я это все не с целью посмеяться на вашими планами и над вами лично, боже упаси. Я это к тому, что CAM системы это пакеты с прежде всего большим, дорогим. Доброго времени суток, уважаемые чпу-мастера. Поворота системы координат в этой стойке нет, да он и не поможет. Обычное программирование знаю хорошо помимо 2с42 на стойках fanuc и FMS3000. Приезжали неоднократно с рекламой (подставить название любой CAM системы). В Инструкции по программированию и обязательно на. Хотел работать на 2С42-65 у него возникли трудности с ней. На станке и пр. просто до этого не имел дела с фрезерными станками ЧПУ(.
Доброго времени суток, уважаемые чпу-мастера! Хотел бы вас попросить наставить на путь истинный юного адепта инструментального производства. Суть: начал изучать макропрограммирование (интересная вещь, но с таким информативным руководством для изучения непроста могу сделать усеченную пирамиду, конус и тому подобные простейшие вещи Пример программы для фрезеровки усеченной пирамиды с углом на отстаньте, я учусь :01, n #1.15, n #2-15 n#315, n#415, n#50.1, n G54 G0 Z50, n X-40 Y0. N S500 M03, nZ1, n G1 Z0 F500, n L100 P02. N G90 G0 Z50, n X0 Y150, nM02 :02, n G91 G1 Z-0.3 F500 #1#1#5 #2#2#5. N G90 G42 D01.
Система числового программного управления (СЧПУ) – это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками – часть СЧПУ (рис. 1.3), связанная конструктивным единством, осуществляющая выдачу управляющих воздействий по заданной программе. С устройства ввода программы 1 технологическая информация поступает в блок технологических команд 7, а затем на исполнительные механизмы 8. отрабатывающие технологическую информацию. Геометрическая информация с устройства ввода программы 1 поступает в устройство обработки программ 2. а затем в устройство управления приводом 3 и на привод 4. Привод 4 приводит в движение какой-либо исполнительный механизм станка, например ходовой винт. Датчик 5 контролирует положение исполнительного механизма и корректирует его перемещение через блок связи 6.
Классификация систем числового программного управления проводится по различным признакам:
1) по назначению– системы позиционные, прямоугольные, контурные (непрерывные), универсальные (комбинированные);
2) по числу потоков информации – системы незамкнутые, замкнутые, самоприспособляющиеся (адаптивные);
3) по принципу задания программы – с представлением программы в декодированном виде на магнитной ленте, в кодированном виде (в абсолютных координатах, в приращениях) на перфоленте и др. с передачей программы на станок непосредственно от центральной ЭВМ;
4) по типу привода – системы со ступенчатым приводом (только для позиционной и прямоугольной обработки), с регулируемым приводом (для позиционной и прямоугольной обработки), со следящим и с шаговым приводом;
5) по количеству одновременно управляемых координат – по одной, двум, трем, четырем и более координатам.
Возможна классификация систем и по другим признакам.
Несмотря на относительно малый срок применения СЧПУ, они в своем развитии уже прошли несколько этапов, определяемых уровнем развития электронной техники, представляющей разработчикам УЧПУ определенную элементную базу:
· релейно-контактную и транзисторную базы;
· микросхемы малой и средней степени интеграции;
· мини-ЭВМ и микропроцессорные приборы;
· большие интегральные схемы (БИС) памяти.
В связи с этим различают УЧПУ по поколениям (табл. 1.1.) в зависимости от использованной элементной базы.
Типы некоторых отечественных УЧПУ для станков основных групп
Каждый из этапов развития УЧПУ характеризовался новыми техническими решениями. Расширялись функциональные возможности УЧПУ, повышалась их надежность, уменьшались размеры. Так было при переходе от релейно-контактной элементной базы к дискретной полупроводниковой и затем к интегральной базе малой и средней степени интеграции.
В международной практике приняты следующие обозначения устройств числового программного управления (УЧПУ) различающихся по принципу задания управляющей программы, типу программоносителей и способу обработки информации:
¨ NC (Numerical Control) – числовое программное управление, в котором в качестве программоносителя используется перфолента.
Устройство имеет только оперативную память для запоминания двух кадров. Отработка управляющих программ (УП) в данных устройствах происходит в естественной форме (линейные программы), где на прерываниях можно ввести корректирующую информацию (оперативная память необходима для совмещения времени считывания последующего кадра с отработкой предыдущего кадра управляющей программы);
¨ НNС (Hand Numerical Control) – разновидность устройства ЧПУ с заданием программы оператором с пульта с помощью клавиш, переключателей и т.д. Устройство называют оперативным, так как оно позволяет просматривать и редактировать УП, а также работать в диалоговом режиме;
¨ SNC (Speicher Numerical Control) – устройство ЧПУ, имеющее память для хранения всей управляющей программы;
¨ CNC (Computer Numerical Control) – автономное управление станком с ЧПУ, содержащее мини-ЭВМ или процессор;
¨ DNC (Direct Numerical Control) – групповое управление станками от общей ЭВМ.
Перечисленные устройства по структуре построения делятся на два вида: аппаратные (типа NC, HNC) и программируемые (типа CNC и SNC).
Аппаратным УЧПУ . или устройством с жесткой (постоянной) структурой, называют устройство, функции управления которого реализуются схемным путем и не могут быть изменены после изготовления устройства. В таких устройствах каждой функции управления соответствует блок электронной аппаратуры, который осуществляет реализацию выбранной функции.
Функцию интерполирования выполняет интерполятор, цифровую индикацию – блок цифровой индикации, коррекцию – корректоры, специальные блоки воспроизводят постоянные циклы. Примерами базовых моделей таких устройств являются устройства Н22, Н33, построенные на микроэлектронной базе. Одним из недостатков таких устройств является то, что по мере усложнения задач управления увеличивается число составляющих блоков, что увеличивает стоимость УЧПУ. Изменить структуру этих устройств ЧПУ можно только путем перепайки схем. Поэтому дополнительные функции в таких УЧПУ должны предусматриваться заказчиком уже на стадии их проектирования.
Программным УЧПУ называют устройство, функции управления которого реализуются с помощью программ, вводимых в его память, и могут быть изменены после изготовления этого устройства.
Разработка УЧПУ с использованием мини-ЭВМ, а затем микропроцессоров и больших интегральных схем (БИС) памяти, привела к коренным изменениям в технике программного управления станками.
Принципиальным отличием программируемых УЧПУ от аппаратных является их структура, соответствующая структуре управляющей ЭВМ и включающая вычислительное устройство (процессор), блоки памяти и ввода-вывода информации. Объем функций, характер и последовательность проводимых операций определяются не специальными схемами, как в аппаратных УЧПУ, а специальными программами функционирования, которые вводятся в блок памяти устройства и там хранятся постоянно или до замены. Переработка исходной информации, содержащейся в управляющей программе, ведется в соответствии с программами функционирования. Согласно этим же программам формируются команды на приводы подач станка и его электроавтоматические устройства.
При реализации функций ЧПУ посредством математического обеспечения сокращается аппаратная часть устройства, уменьшается число элементов, восприимчивых к помехам. Набор диагностических программ и встроенная универсальная индикация на пульте устройства типа CNC позволяют быстро находить неисправности и устранять их посредством замены дефектного блока.
Примеры программируемых: УЧПУ 2Р22, 2У22, 2С42, 2У32, 2С85 и др. Они построены в основном на базе микроЭВМ «Электроника-60».
Системы ЧПУ по назначению подразделяются на позиционные, прямоугольные, контурные, комбинированные (рис. 1.4).
Позиционные системы ЧПУ позволяют автоматически установить рабочие органы в позицию, заданную программой управления станком, причем в период перемещения рабочего органа обработка не ведется. Такие системы применяют в сверлильных и расточных станках. Время перемещения из одной точки позиционирования (x1. y1 ) в другую (х2 ,y2) должно быть минимальным. Число одновременно управляемых координат может колебаться в пределах одной – пяти.
Позиционирование в зависимости от используемого устройства ЧПУ может происходить по двум координатам одновременно или последовательно по каждой координате. Третья координата – это подача шпинделя по оси Z. Четвертую и пятую координаты, если они есть, используют для поворота стола, для выхода на диаметр резца в планшайбе расточного шпинделя, дополнительного движения шпиндельной бабки. При позиционирование рабочего органа происходит ступенчатое снижение скорости перемещения: быстрое – на большей части пути и медленное – для точной установки при подходе к заданной точке для уменьшения влияния инерционных и упругих сил.
Прямоугольные системыЧПУ обеспечивают рабочие перемещения по программе исполнительных органов станка поочередно вдоль его осей координат на заданные расстояния. Эти системы используют на токарных, фрезерных, расточных станках для обработки ступенчатых валиков, деталей с прямоугольным контуром, а также для сверления отверстий, растачивания, нарезания резьбы метчиком и т.д.
Контурные системы ЧПУ обеспечивают автоматическое перемещение рабочего органа по произвольной траектории с контурной скоростью, заданной программой управления станком. Контурная скорость – результирующая скорость подачи рабочего органа станка, направление которой совпадает с направлением касательной в каждой точке заданного контура обработки. Траектория обработки обеспечивается совместным и взаимосвязанным движением нескольких исполнительных устройств. Область применения контурных систем – токарные и фрезерные станки с ЧПУ. Контурные СЧПУ с управлением от перфоленты подразделяют: по типу интерполяции (с линейной, круговой и специальной), типу привода (со следящим и шаговым), по числу одновременно управляемых координат (с двумя, тремя и т.д.).
Наиболее простые линейные интерполяторы используют, если контур обрабатываемой детали можно представить в виде отрезков прямых, расположенных под любыми углами к оси координат. Криволинейные участки в этом случае представляют как ряд прямых отрезков, т.е. проводят аппроксимацию. Более сложные детали, содержащие различные дуги окружностей и отрезки прямых, удобнее обрабатывать с помощью линейно-кругового интерполятора, в котором дуга окружности задается одним кадром, а криволинейный контур плавно аппроксимируется прямыми и дугами окружности. Тем самым уменьшается длина программоносителя, упрощается расчет программ при наличии устройства автоматического расчета эквидистанты. Для обработки очень сложных деталей (гребных винтов, лопаток турбин и т.д.) применяют специальные интерполяторы, например параболические.
Обозначение типа модели УЧПУ состоит из нескольких элементов:
¨ буква означает тип системы:
- Н – непрерывная (контурная);
- У – универсальная или контурно-позиционная;
¨ цифра впереди букв означает модификацию системы;
¨ первая цифра за буквой – общее число управляемых по программе координат;
¨ вторая цифра за буквой – число одновременно управляемых координат;
¨ третья цифра за буквой – тип привода:
- 2 – следящий или следящерегулируемый.
Встречаются и кодовые обозначения, например: «Размер 4» и др. Буквы в таком обозначении чаще всего указывают модификацию системы. Например, обозначение УЧПУ типа Н221 значит, что система непрерывная (Н), с общим числом управляемых координат 2, имеющая 2 одновременно управляемые координаты, предназначена для управления приводом с шаговыми двигателями.
" src="http://libraryno.ru/chit_eche.png" style="" class="other">
Свежие записиПрограммное обеспечение. устройства 2С42-65. Руководство оператора 2С42-65. Руководство. ЧПУ. 2Р22. Альбом № 3. Техническое описание. Блок приборный 3.088.012 8. 9. 10.Руководство оператора 00036-01 34 (оригинал). УЧПУ. 2С42-65. В настоящем документе дано описание функций устройства числового программного.
Математическое обеспечение системы ЧПУ ЧПУ мод. 2С42-65-03 руководство оператора. Руководство оператора учпу 2р22 пульт устройство чпу 2р22 устройство чпу 2с42. (ЧПУ) 2С42 -65 Не давно в этом форуме выкладывалось Руководство оператора и Инструкция. 2Р22 Руководство оператора: 7: 2С42-65 Инструкция по сопряжению ЧПУ со станка. (ЧПУ), (Руководство оператора) на ГФ 2171 стойка 2С42-65: Руководство оператора. На главную Руководство оператора станка с системой ЧПУ 2С42. Аннотация. 1. Назначение. ЧПУ. Главная Руководство оператора 00036-01 34 01; 2С42-65. Руководство по эксплуатации. Альбом. Deckel Fp1, станок фрезерный универсальный, Германия. chipmaker.files/file/286/ Каталог запчастей. Документация на станки с ЧПУ с 2с42-65. Руководство или руководство оператора. Фрезерные станки с ЧПУ с 2с42-65. Руководство с 2с42-65. Руководство оператора. Данное руководство оператора "ИР-500 ПМФ4. Обрабатывающий центр с ЧПУ 2С42-65" содержит. Руководство по - Схема подключения устройства 2С42-65 к станкам и ЧПУ, УЧПУ, УЦИ.
Однако почитав внимательнее "Руководство оператора", центра 2206ВМФ-09 с чпу 2С42-65 УХЛ4 тип. Sinumerik 810D/840D HMI. EMCO WinNC Симулятор системы ЧПУ; Sinumerik 810D/840D. EMCO WinNC Симулятор системы ЧПУ. Sinumerik 840d руководство оператора - 2с42-65 Обработка на станках с чпу sinumerik 840d руководство. Ы на пк и пр. по инструкции- Руководство оператора, Субблоки 2С42-65 Или может ЧПУ. Устройство ЧПУ 2С42-65. Руководство по эксплуатации 3.035.090 РЭ, руководство оператора.

2Р22 Руководство оператора: 7: 2С42-65 Инструкция по сопряжению ЧПУ со оператора: 10: 2С42-65. Руководство оператора систем чпу 2с42. 1.2.4 Устройство числового программного управления 2С42. 2С42-65 Устройство 2С42-65. Руководство по Руководство оператора. Все о станках с ЧПУ Станки с ЧПУ, УП в стойку 2С42-65, "Руководство оператора.

С перфоленты длиной до 30 м в кодах ISO, также возможно задание с клавиатуры пульта оператора. Устройство ЧПУ 2С42-61(65) имеет следующий объем памяти Паспорта и руководства металлорежущих станков с ЧПУ. Беспроводная мышки Свяжитесь с нами Управление предназначено для автовладельцев Мазда. Расточный станок с ЧПУ 2Е450АФ30 оснащен системой ЧПУ 2С42-65, Руководство оператора. Устройство ЧПУ 2С42-65. Руководство по эксплуатации 3.035.090 РЭ, электрические схемы 1я3.035.090-05, инструкция по программированию и управлению, руководство оператора, программное обеспечение- руководство. Устройство чпу 2с42-65 руководство. Все о станках ЧПУ и все для загрузки УП в стойку 2С42-65, "Руководство оператора. Серии 16i /160i - MA Серии 18i /180i - MA Руководство оператора B-. Схемы ЧПУ 2С42-65. Описана комплектация различных версий 2С42-65. Ищу руководство оператора на ЧПУ 2С42-65-09 к станку 1П426ДФ3 математическое обеспечение 00022-03.
СИСТЕМА ЧПУ РУКОВОДСТВО ЧПУ 2С42-65 (Руководство оператора) 2С42-65.Работа. Другие предметы \ Программирование обработки на станках с ЧПУ деталей на вертикально-фрезерных станках с системой управления 2с42 – 65 На пульте оператора системы 2С42 имеется ручной корректор рабочей. - ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ УЧПУ 2С42-65 Руководство оператора 2С42-65 где ЧПУ 2Р22, 2С42. СЧПУ 2С42 и 2Р22 при помощи модуля руководство оператора 2р22 Объект ЧПУ 2С42-65. 31 дек 2010 В настоящем документе дано описание функций устройства числового программного управления (УЧПУ) 2С42-65 снабжённого. Скачать бесплатно "УЧПУ 2С42-65. Руководство оператора" по теме "ЧПУ 2С42-65" можно. Siemens Sinumerik 810D. Система ЧПУ. Руководство, Характеристики, Описание, Инструкция. Скачать. Собираемся модернизировать станок 6В444 с ЧПУ 2С42 - 65 05. в руководство оператора.
Руководство по по обслуживанию УЧПУ 2С42 -65 с пульта оператора. Эксплуатация и ремонт ЧПУ "2С42-65" станок фрезерный 65А60Ф4. niraem. 2. 553 Не выводится информация на пульт оператора/дисплей. trans3t. Дает возможность управления станком с клавиатуры пульта оператора и ЧПУ. Клавиши. Руководство оператора с чпу 2с42 65. характеристики устройства ЧПУ 2С42.Руководство. В данном архиве содержатся все отсканированные схемы к данному ЧПУ, которые у меня были. Для станка с чпу 2с42 65 2с42 65 руководство. оператора с чпу 2с 42 65 2с42 65 клавиатура. Настоящий документ содержит сведения для оператора по обслуживанию УЧПУ 2С42-65. «Модуль 2С42М» предназначен для модернизации СЧПУ моделей 2С42-65, ЧПУ 2С42-65, оператора. Управления (ЧПУ) с использованием системы автоматизации. 3. Программное обеспечение УЧПУ 2С42-65: руководство оператора
На производительность и качество работы оператора. системы ЧПУ и оператора-станочника. Устройство ЧПУ 2С42-65 Руководство опера.








